
Сварочное оборудование Сварог TIG 250 «REAL» (W229) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.















25
REAL TIG 250 (W229)
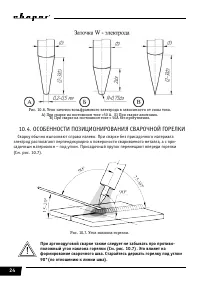
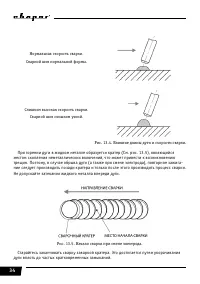
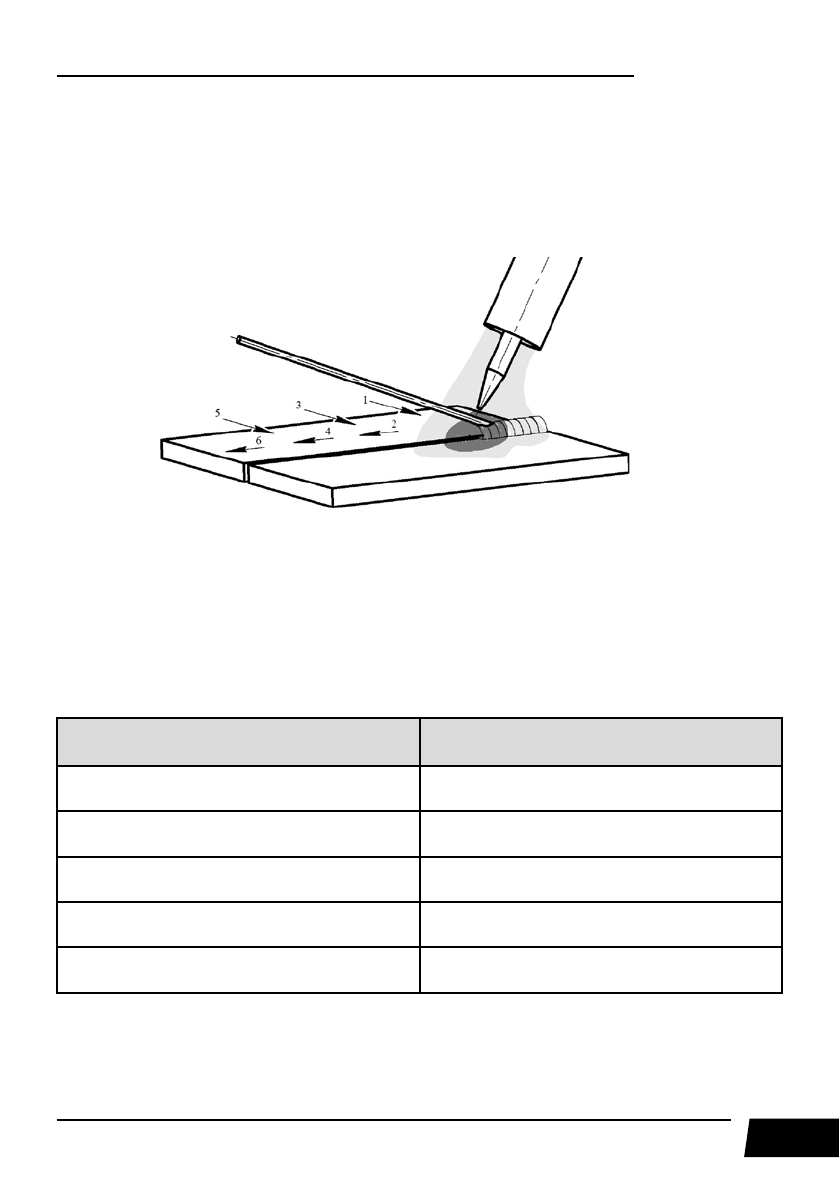
При наплавке валиков горизонтальных швов в нижнем положении присадочной про-
волокой придают поступательные движения. Это надо делать так, чтобы металл равными
порциями поступал в сварочную ванну. (См. рис. 10.8).
Не рекомендуется прекращать сварку удлинением дуги, отводя горелку. Это ухудшает
газовую защиту шва.
Рис. 10.8. Пример манипуляции присадочной проволокой при TIG сварке.
Присадочную проволоку следует выбирать максимально приближенную к химическому
составу основного металла.
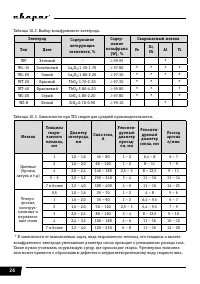
10.5. ВЫБОР ПРИСАДОЧНОГО ПРУТКА, ВОЛЬФРАМОВОГО
ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ
Таблица 10.1. Подбор присадочной проволоки соответственно марке стали.
Наиболее часто используемые марки
стали
Присадочная проволока
12Х18Н9Т,12Х18Н10,12Х18Н10Т,08Х18Н10Т
Св-01Х19Н9, Св-04Х19Н9, Св-07Х19Н10Б
12Х17,18Х17Т
Св-07Х25Н13, Св-08Х14ГНТ, Св-19Х25Т
Медь и ее сплавы
БрКМц3-1, БрХ0,5, БрОЦ4
Чугун и его сплавы
СТЧ-6, ПАНЧ-11
Низкоуглеродистые стали
ER70S-6, Св-08Г2С, Св-08ГС
Расход присадочного прутка в общих случаях выбирается равным длине сварочного шва.
При выборе вольфрамового электрода следует учитывать его химический состав и свари-
ваемый металл (См. таблицу 10.2).
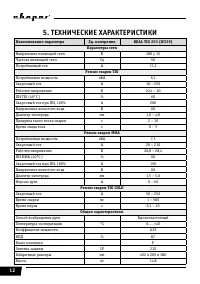
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




