
Сварочное оборудование Сварог ARC 200 (Z209S) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.
















23
PRO ARC
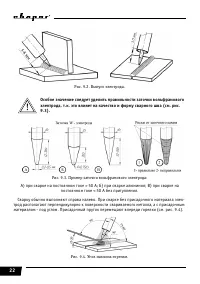
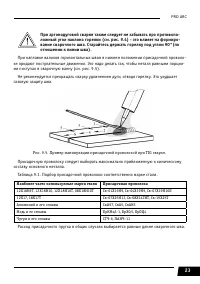
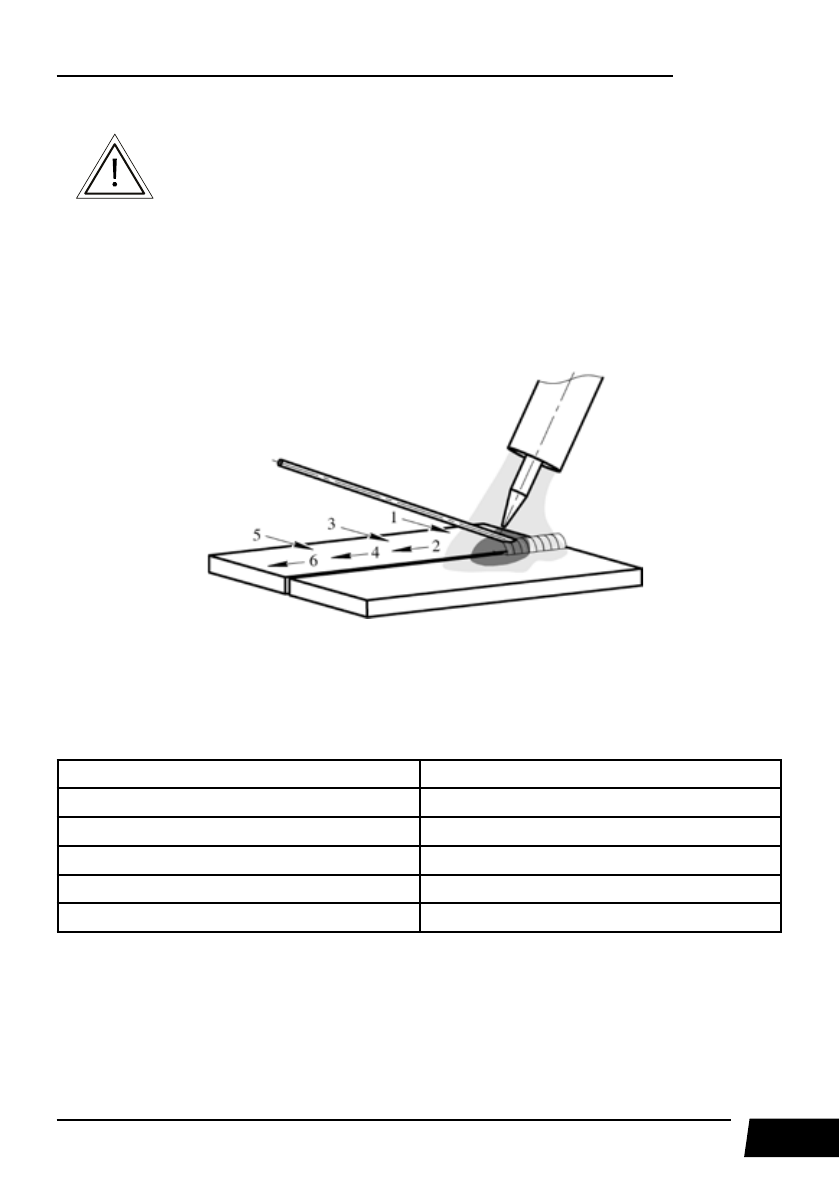
При аргонодуговой сварке также следует не забывать про противопо-
ложный угол наклона горелки (см. рис. 9.4) - это влияет на формиро-
вание сварочного шва. Старайтесь держать горелку под углом 90°(по
отношении к линии шва).
При наплавке валиков горизонтальных швов в нижнем положении присадочной проволо-
ке придают поступательные движения. Это надо делать так, чтобы металл равными порция-
ми поступал в сварочную ванну (см. рис. 9.5).
Не рекомендуется прекращать сварку удлинением дуги, отводя горелку. Это ухудшает
газовую защиту шва.
Рис. 9.5. Пример манипуляции присадочной проволокой при TIG сварке.
Присадочную проволоку следует выбирать максимально приближенную к химическому
составу основного металла.
Таблица 9.1. Подбор присадочной проволоки соответственно марке стали.
Наиболее часто используемые марки стали
Присадочная проволока
12Х18Н9Т, 12Х18Н10, 12Х18Н10Т, 08Х18Н10Т
Св-01Х19Н9, Св-04Х19Н9, Св-07Х19Н10Б
12Х17, 18Х17Т
Св-07Х25Н13, Св-08Х14ГНТ, Св-19Х25Т
Алюминий и его сплавы
СвА97, СвА5, СвАК5
Медь и ее сплавы
БрКМц3-1, БрХ0,5, БрОЦ4
Чугун и его сплавы
СТЧ-6, ПАНЧ-11
Расход присадочного прутка в общих случаях выбирается равным длине сварочного шва.
Содержание
- 4 использованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания
- 5 ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 7 открытыми, и он обеспечен продувом воздуха.; ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 9 ВНИМАНИЕ! При поражении электрическим током прекратите сварку,; особенно внимательны при использовании кабелей большой длины.
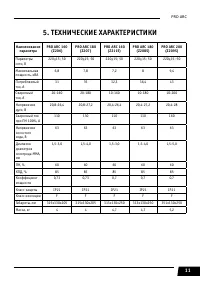
- 11 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
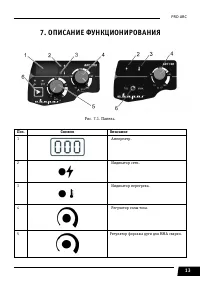
- 13 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ
- 14 - для обеспечения лучшего поджига дуги в начале сварки инвертор
- 15 Antistick; Коснитесь кончиков электрода поверхности изделия.
- 16 При неплотном подсоединении кабелей возможны выгорание панель-; • Начинайте сварочный процесс.
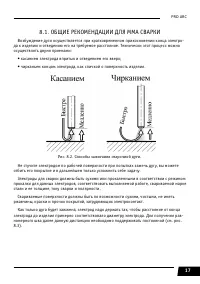
- 17 • касанием электрода впритык и отведением его вверх
- 18 дуги вплоть до частых кратковременных замыканий.
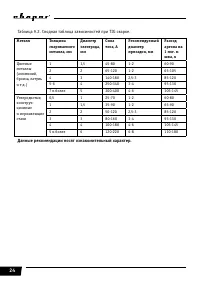
- 19 электрододержателя и обратный кабель.; Данные рекомендации носят ознакомительный характер.
- 20 ПОДГОТОВКА АППАРАТА К РАБОТЕ ПРИ TIG СВАРКЕ; надежность соединения кабеля и сетевой розетки.
- 21 Перед началом сварки следует продуть шланг и горелку небольшой
- 23 вание сварочного шва. Старайтесь держать горелку под углом 90°(по; составу основного металла.
- 25 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; ВНИМАНИЕ! Отключайте аппарат от сети при выполнении любых работ
- 26 УСТРАНЕНИЕ НЕПОЛАДОК; ществляться только квалифицированным техническим персоналом.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




