
Сварочное оборудование Сварог ARC 200 (Z209S) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.
















21
PRO ARC
редуктора.
5. Вставьте силовой наконечник кабеля клеммы заземления в панельную розетку со
знаком «+» (п. 3, рис. 6.1) на передней панели аппарата, поверните его до упора по часо-
вой стрелке, убедитесь в плотной фиксации соединения. Закрепите клемму заземления на
заготовке.
6. Выберите режим TIG сварки (п. 6, рис. 7.1).
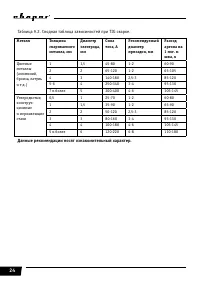
9. Выставьте необходимые значения параметров сварки (см. таблицу 9.2).
9.1. ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ TIG СВАРКИ
• Аргонодуговая сварка в инертном газе неплавящимся электродом позволяет сваривать
черные, нержавеющие, разнородные, цветные металлы и сплавы.
• При аргонодуговой сварке постоянным током неплавящимся электродом используют
прямую полярность, то есть горелка подключена к «-», а заготовка к «+». Дуга горит устой-
чиво, обеспечивая хорошее формирования шва. При обратной полярности устойчивость
процесса снижается, вольфрамовый электрод перегревается, что приводит к необходимо-
сти значительно уменьшить сварочный ток.
• Сварка постоянным током на обратной полярности применяется для алюминиевых и
магниевых сплавов.
• Основной газ, применяемый при TIG сварке, это аргон.
• При TIG сварке необходимо помнить, что неплавящийся электрод в процессе свар-
ки изнашивается и теряет форму, вследствие чего его необходимо затачивать, а также
регулировать величину вылета относительно сопла горелки. Также необходимо правильно
подбирать тип электрода: по хим. составу, по толщине. Для более длительной работы элек-
трода, для получения качественного шва необходимо правильно подбирать присадочный
материал.
Перед началом сварки следует продуть шланг и горелку небольшой
порцией аргона.
Для работы в TIG режиме с данным аппаратом понадобится вентильная
горелка. Открытие, закрытие защитного газа осуществляется на горел-
ке.
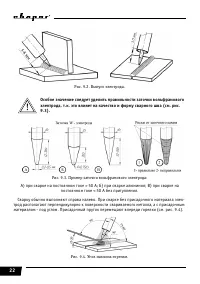
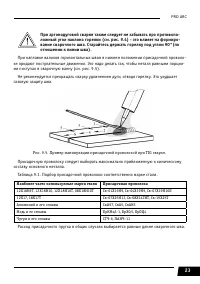
Выбор выпуска электрода:
При сварке стыковых соединений рекомендованный вылет электрода относительно кром-
ки сопла составляет 3-5 мм, а угловых и тавровых 5-8 мм (см. рис. 9.2).
Содержание
- 4 использованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания
- 5 ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 7 открытыми, и он обеспечен продувом воздуха.; ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 9 ВНИМАНИЕ! При поражении электрическим током прекратите сварку,; особенно внимательны при использовании кабелей большой длины.
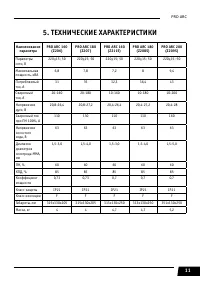
- 11 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
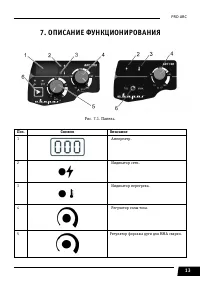
- 13 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ
- 14 - для обеспечения лучшего поджига дуги в начале сварки инвертор
- 15 Antistick; Коснитесь кончиков электрода поверхности изделия.
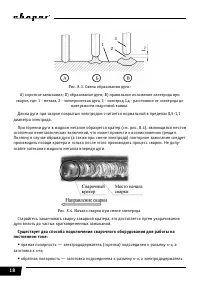
- 16 При неплотном подсоединении кабелей возможны выгорание панель-; • Начинайте сварочный процесс.
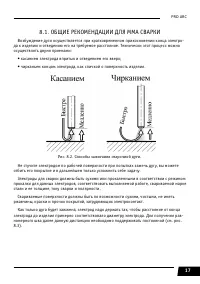
- 17 • касанием электрода впритык и отведением его вверх
- 18 дуги вплоть до частых кратковременных замыканий.
- 19 электрододержателя и обратный кабель.; Данные рекомендации носят ознакомительный характер.
- 20 ПОДГОТОВКА АППАРАТА К РАБОТЕ ПРИ TIG СВАРКЕ; надежность соединения кабеля и сетевой розетки.
- 21 Перед началом сварки следует продуть шланг и горелку небольшой
- 23 вание сварочного шва. Старайтесь держать горелку под углом 90°(по; составу основного металла.
- 25 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; ВНИМАНИЕ! Отключайте аппарат от сети при выполнении любых работ
- 26 УСТРАНЕНИЕ НЕПОЛАДОК; ществляться только квалифицированным техническим персоналом.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




