
Сварочное оборудование Quattro Elementi Multi Pro 2100 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

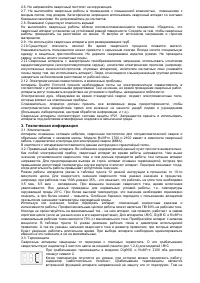

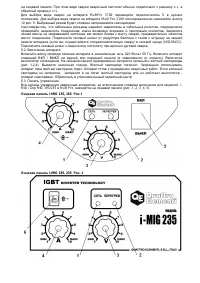
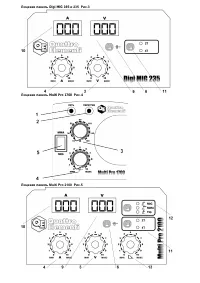



5.6. Регулировка сварочного тока и скорости движения проволоки.
Сварочные аппараты серии i-MIG, Digi MIG и MultiPro 2100 оснащены рукояткой плавной регулировки
напряжения дуги 3 (рис 1,2,3,5). Рядом расположена рукоятка регулировки сварочного тока 4.
Регулировка тока производится плавно. Для уменьшения значения вращайте рукоятки в сторону
МИН, для увеличения — в сторону МАКС. Для модели MultiPro 1700 регулировка тока производится
рукояткой 3, (рис 4), рукояткой 4 регулируется скорость подачи проволоки.
Значения сварочного тока и напряжения дуги взаимосвязаны. Их значения устанавливаются
опытным путем в каждом конкретном случае и зависят от толщины металла и проволоки, вида
металла, положения сварочного шва, вида защитного газа. При увеличении сварочного тока,
скорость движения проволоки увеличивается. При увеличении напряжения дуги, увеличивается
скорость плавления проволоки. Если установить высокое значение тока и низкое значение
напряжения, то скорость движения проволоки будет высокой, но она не будет успевать плавиться.
Если сделать наоборот, то проволока начнет плавиться, практически еще не выйдя из медной
вставки рис.7. Поэтому, устанавливая значения тока и напряжения сварочной дуги, будьте
внимательны. За обучением обратитесь в специализированные учебные заведения.
В моделях i-MIG / DigiMIG 195 / 235 и MultiPro 2100 для повышения безопасности работы скорость
проволоки установлена минимально возможной до тех пор, пока не инициирована дуга. Т.е., если вы
просто нажмете на курок сварочного пистолета, то скорость проволоки будет минимальной. Это не
является неисправностью аппарата. Как только дуга инициирована, скорость проволоки становится
равной установленной пользователем.
5.7. Сварка различных металлов
Аппараты i-MIG, Digi MIG и MultiPro могут быть использованы для сварки низкоуглеродистых,
жаропрочных, нержавеющих и других легированных сталей, алюминия. Для сварки необходимо
использовать соответствующую проволоку и защитный газ. Руководствуйтесь учебниками по
сварочному делу.
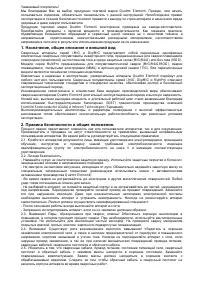
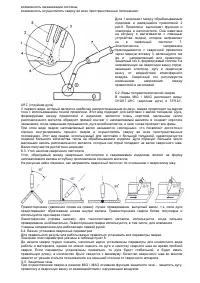
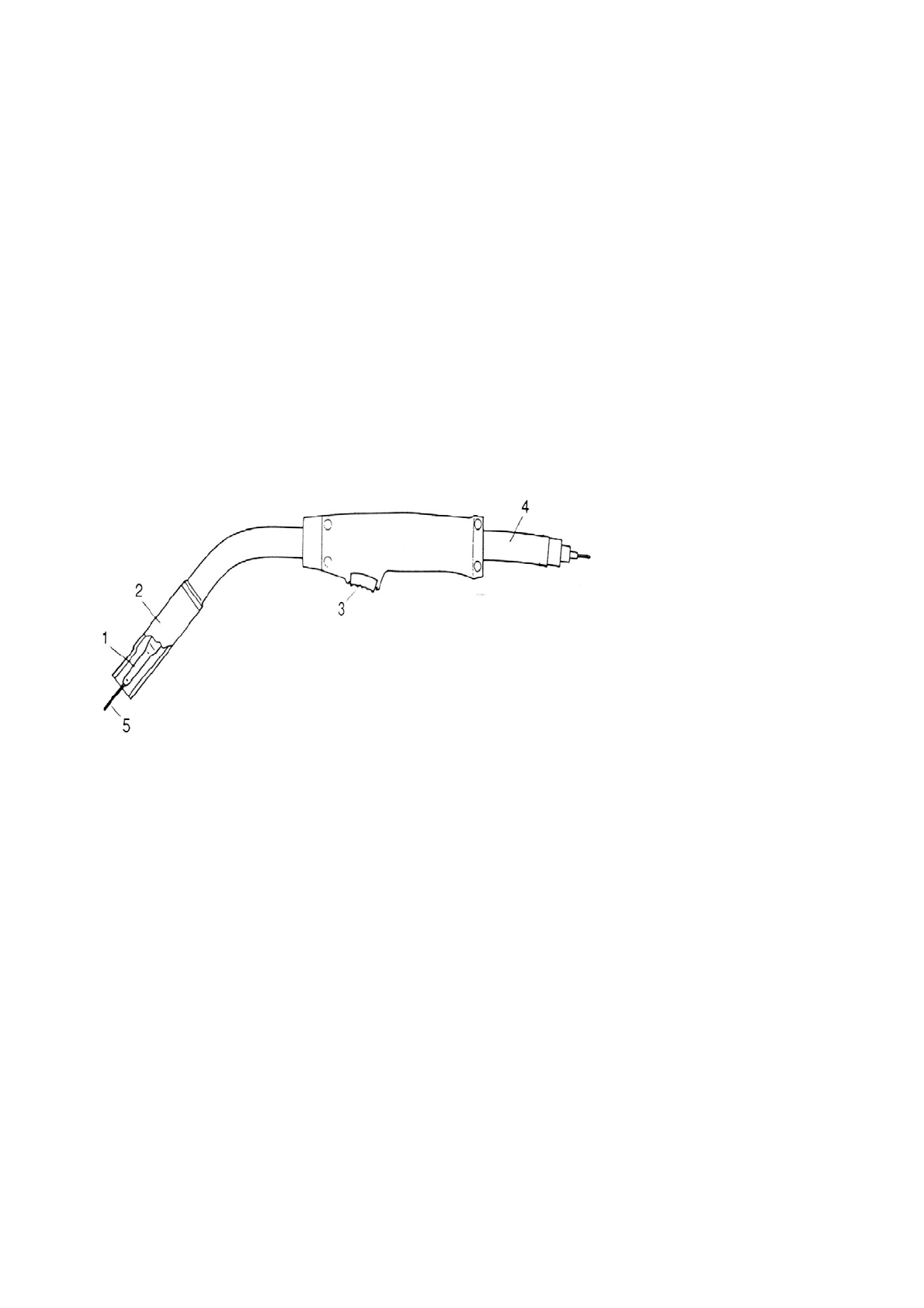
5.8. Сварочный пистолет и его устройство
1.
Медная токопроводящая
вставка
2.
Газовое сопло
3.
Курок сварочного пистолета
4.
Рукав
5.Сварочная проволока (электрод)
У моделей i-MIG 135, 165 и
MultiPro 1700
сварочный пистолет
уже подсоединен к сварочному
аппарату
и
готов
к
использованию.
В
случае
необходимости
замены
сварочного пистолета обратитесь
в уполномоченный сервисный центр. Неправильная установка может привести к выходу аппарата из
строя.
У моделей i-MIG / Digi MIG 195 и 235 и MultiPro 2100 сварочный пистолет съемный, оснащен ЕВРО
разъемом. Перед началом работы подключите сварочный пистолет к ЕВРО разъему на лицевой
стороне аппарата.
Для того чтобы заменить вставку 1 рис.5 в сварочном пистолете, необходимо снять сопло и открутить
вставку. Обратите внимание, что диаметр отверстия во вставке должно соответствовать диаметру
используемой проволоки. Для хорошей подачи сварочной проволоки очень важно использовать
комплектующие, соответствующие ее диаметру и материалу.
Внимание! Необходимо регулярно прочищать сопло 2 и заменять вставку 1.
Все работы по очистке и смене комплектующих необходимо проводить при выключенном из сети
питания аппарате.
На официальном сайте компании и в каталоге можно найти артикулы для заказа сварочных
пистолетов и их комплектующих. Адрес сайта указан в конце данной инструкции.
6. Рекомендации по полуавтоматической сварке
6.1. Теория полуавтоматической сварки
Полуавтоматическая сварка (MIG/MAG) – это один из видов дуговой сварки с зажиганием дуги между
свариваемым изделием (основным материалом) и постоянно двигающейся металлической
проволокой, являющейся электродом и, одновременно, заменяющей наполнитель (присадочный
материал). Сварочный шов защищается от воздействия атмосферного воздуха газом, который может
быть инертным (сварка MIG), или активным, что означает, что газ участвует в химических процессах,
происходящих в сварочном наплавляемом валике (сварка MAG).
Внимание! Категорически запрещено использовать горючие газы.
При использовании флюсовой электродной проволоки защитный газ не нужен, т.к. сама проволока
содержит флюс, который при расплавлении образует защитный газ.
У сварки MIG / MAG много преимуществ:
высокая скорость;
меньшая температура воздействия на металл;
возможность сваривать тонколистовой металл установленной толщины;
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)






