
Сварочное оборудование Quattro Elementi Multi Pro 2100 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




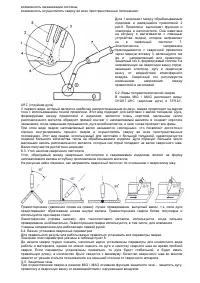

Форма сварочной ванны, проваривание и скорость сварки так же зависят от газа. Поэтому вид газа и
его подаваемое количество должны выбираться в зависимости от вида работы.
Для сварки алюминия используются гелий, аргон или их смесь. Такие газовые смеси называются
«инертными», а процесс называется MIG.
Чистый аргон НЕ подходит для сварки стали, потому что дуга становится нестабильной.
Для сварки низкоуглеродистой стали может использоваться газ с достаточно высоким процентным
содержанием CO
2,
такие смеси называются «активными», а сварочный процесс называется MAG.
Для сварки нержавеющей стали обычно используется смесь аргона с CO
2
в отношении 20 к 80 %.
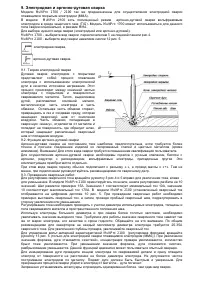
Также очень важно установить правильный поток газа. Поток газа можно отрегулировать с помощью
расходомера, расположенного на редукторе баллона.
Баллон с техническим газом, редуктор, расходомер, шланг для подключения к аппарату
приобретаются отдельно. При использовании CO
2
так же может потребоваться обогрев редуктора.
6.6. Проведение сварочных работ
Поднесите сварочный пистолет к свариваемым заготовкам на минимальное расстояние, не касаясь
их. Нажмите на курок пистолета. Между проволокой и заготовкой возникнет дуга. Равномерно ведите
пистолет вдоль места соединения заготовок. Отпустите курок пистолета — дуга погаснет.
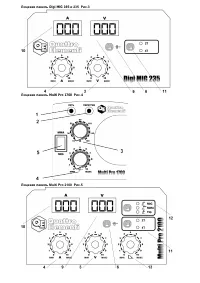
Для модели MultiPro 2100 можно выбрать 2-х или 4-х тактную схему работы с помощью кнопки 11
рис.5. При 2-х тактной схеме - для проведения сварки нажмите на курок сварочного пистолета и
удерживайте его нажатым, для окончания сварки - отпустите. При 4-х тактной схеме - для проведения
сварки нажмите и отпустите курок, для окончания - так же нажмите и отпустите курок. 4-х тактная
схема работы используется для длинных швов, 2-х тактная – для коротких стежков или точечной
сварки.
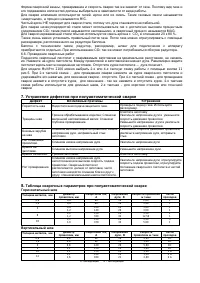
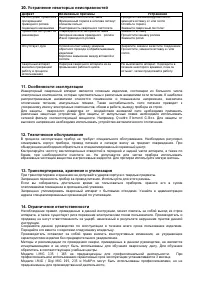
7. Устранение дефектов при полуавтоматической сварке
Дефект
Возможные причины
Устранение
Пористость шва
Недостаточная подача защитного газа.
Проверьте подачу газа. Используйте
расходомер.
Трещины шва
Грязное обрабатываемое изделие; Слишком
маленький наплавляемый валик; Слишком
глубокое проваривание.
Очистите заготовку
Увеличьте напряжение дуги и уменьшите
скорость движения проволоки
Уменьшите напряжение дуги и увеличьте
скорость движения проволоки.
Боковые зарубки
на шве
Слишком высокая скорость проволоки, низкое
напряжение дуги, неправильный стык
заготовок.
Уменьшите скорость движения проволоки,
увеличьте напряжение дуги, исправьте
стык.
Нет плавления
проволоки.
Слишком низкое напряжение дуги.
Увеличьте напряжение дуги.
Брызги на
заготовке.
Слишком высокое напряжение дуги.
Уменьшите напряжение дуги.
Брызги на валике. Грязная заготовка.
Очистите заготовку.
Нет проваривания.
Слишком низкое напряжение дуги,
непостоянная или высокая скорость подачи
проволоки. Сварочный пистолет
располагается далеко от заготовки, части
заготовки находятся слишком близко друг к
другу, слишком маленький наклон пистолета.
Увеличьте напряжение дуги, отрегулируйте
скорость подачи проволоки, отрегулируйте
положение сварочного пистолета и частей
заготовки.
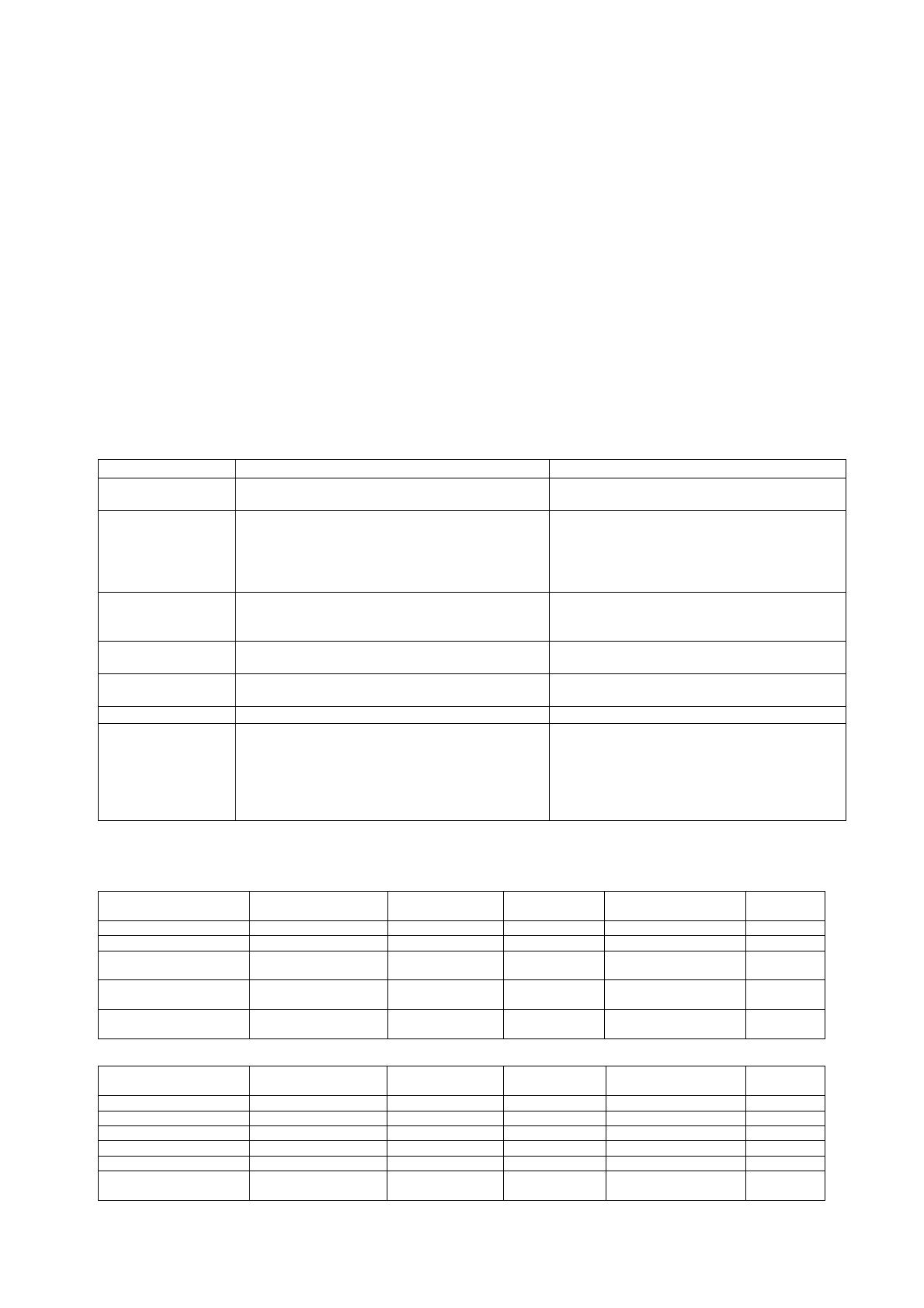
8.
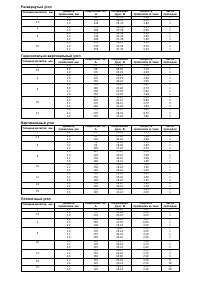
Таблица сварочных параметров при полуавтоматической сварке
Горизонтальный шов
Толщина металла, мм
Диаметр
проволоки, мм
Сварочный ток,
А
Напряжение
дуги, В
Скорость проволоки
м / мин
Число
проходов
0,9
0,8
60
18
2,60
1
1,6
0,8
80
19
3,40
1
3
0,8
1,2
120
140
20
20
5,00
3,00
1
1
6
1,2
1,2
150
330
20
32
3,30
12,50
2
1
10
1,2
1,6
150
370
20
32
3,30
5,00
3
1
Вертикальный шов
Толщина металла, мм
Диаметр
проволоки, мм
Сварочный ток,
А
Напряжение
дуги, В
Скорость
проволоки м / мин
Число
проходов
0,9
0,8
60
18
2,60
1D
1,6
0,8
80
19
3,40
1D
3
0,8
120
20
5,00
1D
6
1,2
150
20
5,00
2D
10
1,2
150
20
3,30
3
’
A
12
1,2
1,6
150
160
20
21
3,30
2,00
4
’
A
4
’
A
D-
нисходящий A – восходящий
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)






