
Сварочное оборудование Кедр ALPHAMIG-300S - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.









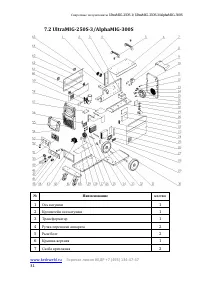
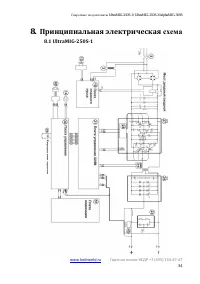
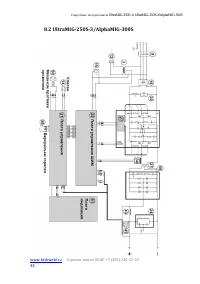

Сварочные полуавтоматы UltraMIG-250S-1/ UltraMIG-250S-3/AlphaMIG-300S
Горячая линия КЕДР +7 (495) 134-47-47
9
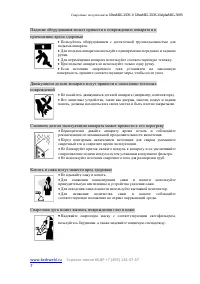
MAG = Дуговая сварка плавящимся электродом в среде активного защитного газа
MIG = Дуговая сварка плавящимся электродом в среде инертного защитного газа
2.2 Комплект поставки
Сварочный полуавтомат
1 шт.
Сварочная горелка MIG
1 шт.
Кабель с клеммой заземления
1 шт.
Газовый шланг
1 шт.
Ролики для сплошной проволоки диаметром 0,8/1,0 мм 2 шт.
Ролики для сплошной проволоки диаметром 1,0/1,2 мм 2 шт.
Руководство по эксплуатации
1 шт.
2.3 Технические характеристики
Параметры
UltraMIG-250S-1
UltraMIG-250S-3
AlphaMIG-300S
Входное
напряжение, В
1~220±15%
3~380±15%
3~380±15%
Частота сети
питания, Гц
50/60
50/60
50/60
Потребляемый ток,
А
39,4 (MIG)
29,7 (TIG)
33,3 (MMA)
13,2 (MIG)
9,9 (TIG)
11,1 (MMA)
17,3 (MIG)
13,1 (TIG)
14,9 (MMA)
Потребляемая
мощность, кВт
7,8
7,8
10,2
Диапазон
регулировки
сварочного тока, А
30-250 (MIG)
15-250 (TIG)
20-200 (MMA)
30-250 (MIG)
15-250 (TIG)
20-200 (MMA)
30-300 (MIG)
15-300 (TIG)
20-250 (MMA)
Сварочное
напряжение, В
15,5-26,5
16,0-26,5
16-29
Напряжение
холостого хода, В
60 (MIG)
10 (TIG)
60 (MMA)
10 (VRD)
64 (MIG)
10 (TIG)
64 (MMA)
10 (VRD)
68 (MIG)
10 (TIG)
68 (MMA)
10 (VRD)
ПВ, %
60% при 250А
60% при 250А
60% при 300А
Содержание
- 7 Сварочная дуга может вызвать повреждения глаз и кожи
- 8 Электромагнитное поле; Краткое введение
- 9 Комплект поставки; Технические характеристики; Параметры
- 10 Установка и регулировка
- 12 Подключение сварочных кабелей и горелки; Обслуживание сварочной горелки; Очистка лайнера для проволоки.
- 13 Замена лайнера для проволоки.
- 14 Подготовка к сварке; Положение при сварке; Подключение клеммы заземления
- 17 Схема размещения элементов на панели управления; Энкодер 1 используется для настройки параметров:; ИНДИКАТОР «ВНИМАНИЕ»:
- 18 Ручка регулировки электрической индуктивности:; Дисплей 2: отображение сварочного напряжения и форсажа дуги.
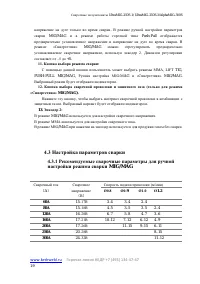
- 19 Настройка параметров сварки
- 20 Условия эксплуатации
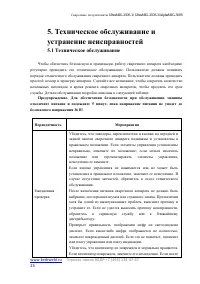
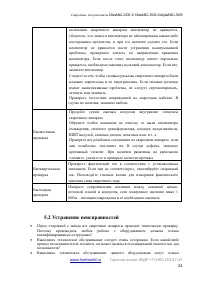
- 23 Техническое обслуживание; Периодичность
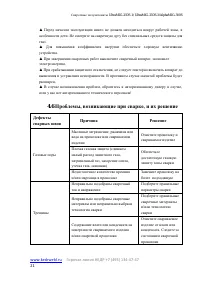
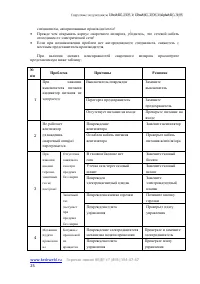
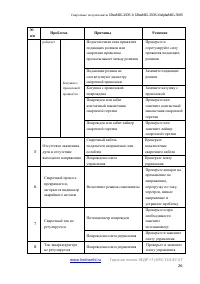
- 24 Устранение неисправностей
- 27 Сервисное обслуживание
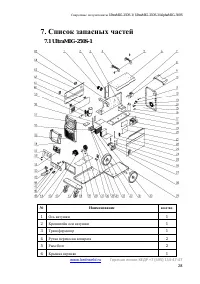
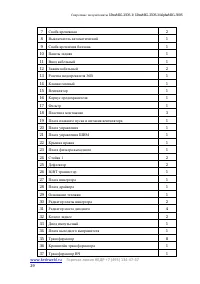
- 28 Список запасных частей; Наименование
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)











