
Сварочное оборудование Кедр ALPHAMIG-300S - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.









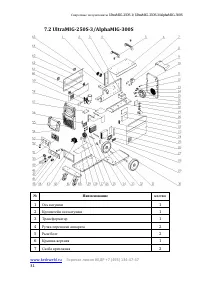


Сварочные полуавтоматы UltraMIG-250S-1/ UltraMIG-250S-3/AlphaMIG-300S
Горячая линия КЕДР +7 (495) 134-47-47
16
условий сварки. Чтобы уменьшить поток газа, поверните ручку против часовой стрелки
(влево). Газовый клапан расположен на задней панели сварочного аппарата и открывается
при нажатии кнопки горелки. При открытии газового клапана должен быть слышен поток
выходящего из сопла горелки газа. Отсутствие потока газа приведет к жесткому горению
дуги с чрезмерным разбрызгиванием и образованию пор, при этом качество сварного шва
будет низким. Избегайте потерь газа, закрывая вентиль баллона после завершения сварочных
работ.
Выбор защитного газа.
Для сварки различных материалов требуется различный защитный газ.
Углеродистая низколегированная сталь
: рекомендуется использовать сварочные
смеси Ar/CO
2
с содержанием аргона от 75% для уменьшения брызг и улучшения внешнего
вида сварного шва.
Углеродистая низколегированная сталь
: рекомендуется использовать 100% CO
2
для
большего проплавления (однако это также увеличит разбрызгивание).
Нержавеющая сталь
: рекомендуется использовать сварочные смеси, состоящие из
гелия, аргона и СО2. Содержание аргона должно быть 98%.
Алюминий или бронза
: используйте 100% аргон.
Выбор полярности
При сварке в режиме MIG/MAG в среде защитного газа проволокой сплошного сечения
провод выбора полярности на передней панели сварочного аппарата должен быть подключен
к «+» (положительному) силовому разъему. При этом кабель на изделие должен быть
подключен к «–» (отрицательному) силовому разъему.
При сварке порошковой самозащитной проволокой (без защитного газа) провод выбора
полярности на передней панели сварочного аппарата должен быть подключен к «–»
(отрицательному) силовому разъему. При этом кабель на изделие должен быть подключен к
«+» (положительному) силовому разъему.
Содержание
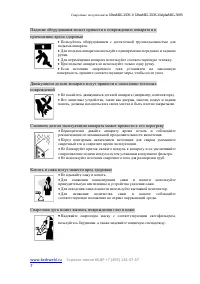
- 7 Сварочная дуга может вызвать повреждения глаз и кожи
- 8 Электромагнитное поле; Краткое введение
- 9 Комплект поставки; Технические характеристики; Параметры
- 10 Установка и регулировка
- 12 Подключение сварочных кабелей и горелки; Обслуживание сварочной горелки; Очистка лайнера для проволоки.
- 13 Замена лайнера для проволоки.
- 14 Подготовка к сварке; Положение при сварке; Подключение клеммы заземления
- 17 Схема размещения элементов на панели управления; Энкодер 1 используется для настройки параметров:; ИНДИКАТОР «ВНИМАНИЕ»:
- 18 Ручка регулировки электрической индуктивности:; Дисплей 2: отображение сварочного напряжения и форсажа дуги.
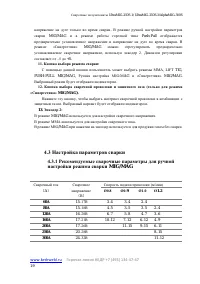
- 19 Настройка параметров сварки
- 20 Условия эксплуатации
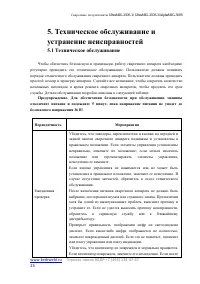
- 23 Техническое обслуживание; Периодичность
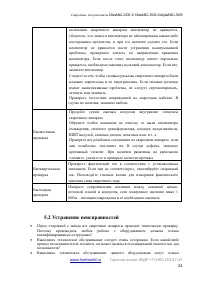
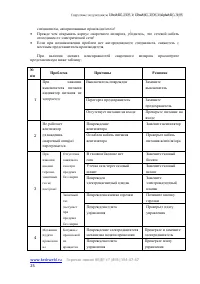
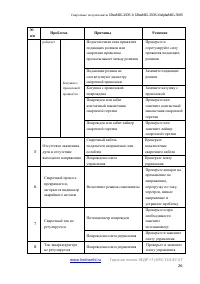
- 24 Устранение неисправностей
- 27 Сервисное обслуживание
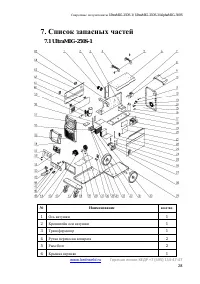
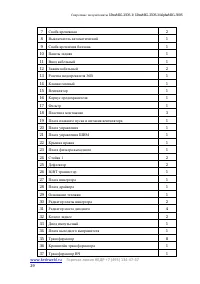
- 28 Список запасных частей; Наименование
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)











