Сварочное оборудование Дніпро-М MMA-250 DPFC - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.











DNIPRO-M.UA
16
порядку зачищати, причому при багатопрохідному зварюванні - після кожного
шару. При будь-яких зварювальних роботах в обов’язковому порядку потрібно
дотримуватися послідовності накладення шарів, зачистки шлаку і зачистки
зварювального шва в цілому.
Зачистка зварювальних швів виконується в два етапи:
1. Очищення зони навколо шва від окалини, шлаків. Для цього потрібно буде
відбити шлакові включення молотком із загостреним кінцем від затверділого металу
на зварювальному шві і видалити осколки за допомогою металевої щітки.
2. Вирівнювання до повного видалення зварювального шва. Це можна зробити
шліфувальними машинами з зачисними кругами.
Електрод, шлак та зварювальні деталі нагріваються до високої температури.
Щоб уникнути опіків, будьте обережні під час заміни електрода та видалення
шлаку. Не дотикайтесь до зварювальних поверхонь, не впевнившись, що вони
повністю охолонули.
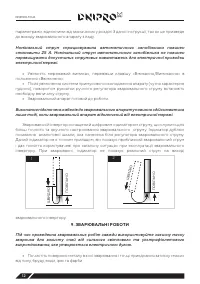
Вибір полярності зварювання
Електроди з основним покриттям для зварювання постійним струмом (УОНИ
13/55 тощо) застосовуються переважно у випадках, коли необхідно отримати високі
механічні показники зварного з’єднання, наприклад, під час зварювання труб, оскільки
таке покриття додає зварювальній ванні підвищену в’язкість і тим самим забезпечує
велику глибину проварювання шва. Щоб отримати якісний шов, такі електроди
вимагають обов’язкової прокалки. Зварювання виконують постійним струмом на
зворотній полярності (електродотримач під’єднується до байонетного роз’єму
зварювального апарату з позначенням «+»). Зварювання електродами з покриттям для
змінного струму (МР-3, АНО-21 тощо) можна виконувати як з прямою полярністю («-»
на електродотримачі), так і зі зворотною («+» на електродотримачі). Вибір полярності
залежить від умов зварювання. Зворотня полярність дає більше стійку дугу за умов
використання неякісних електродів, менше гріє зварювану деталь. Застосовується
переважно для зварювання тонких деталей і для роботи у важкодоступних місцях.
Електрод згорає повільніше. Пряма полярність дає більше тепла в зону зварювання.
Застосовується переважно для зварювання масивних теплоємних деталей. Електрод
згорає швидше.
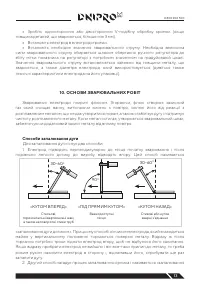
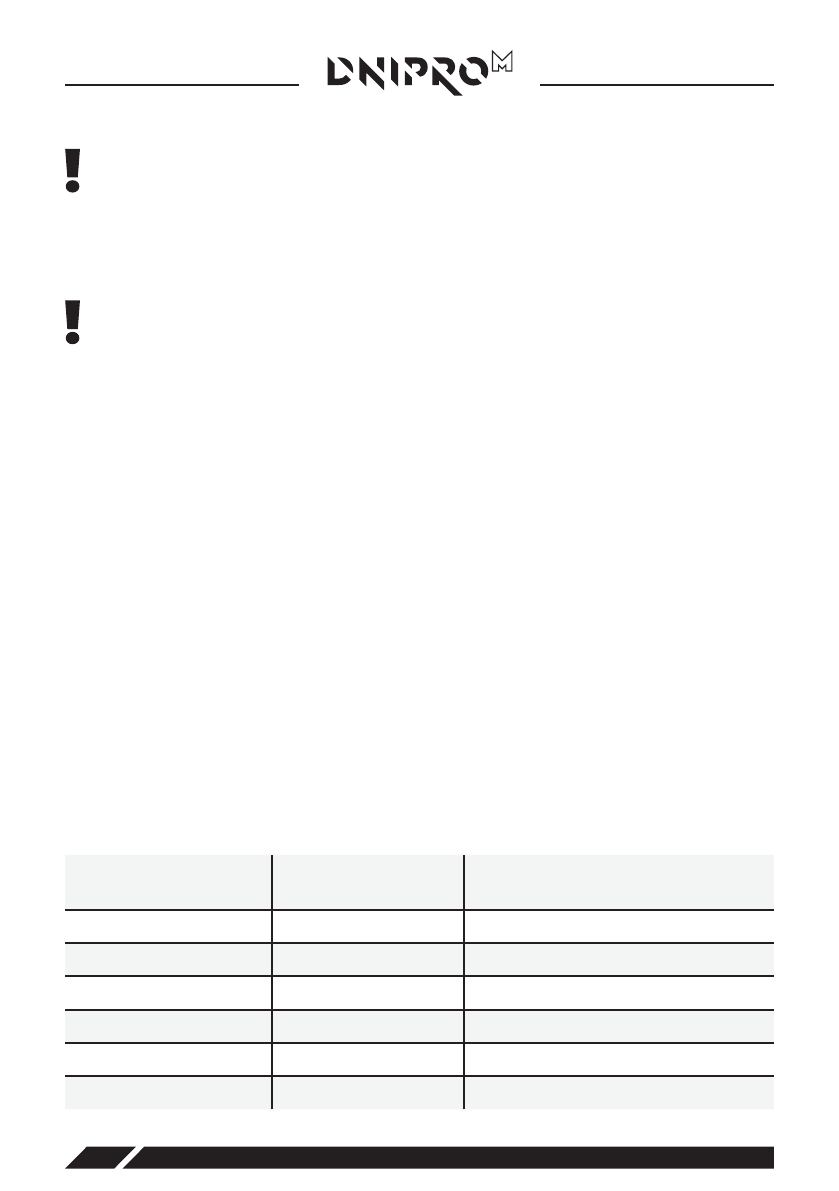
Допустимі значення зварювального струму, залежно від діаметра електрода
Діаметр електрода, мм
Товщина металу, що
зварюється
Діапазон значень
зварювального струму, А
1,6
1,5-2,0
40-75
2,0
1,5-3,0
50-70
2,5
1,5-5,0
70-100
3,0
2,0-12,0
100-140
4,0
4,0-20,0
140-180
5,0
6,0-25,0
180-250
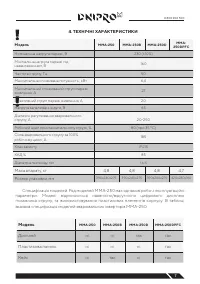
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)
