Сварочное оборудование Дніпро-М MMA-250 DPFC - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.











0 800 200 500
15
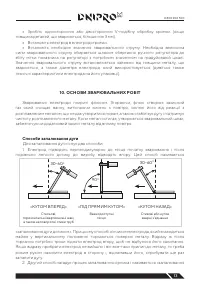
використовуючи при цьому щітку-молоток.
Після обриву дуги на електроді завжди залишається кільце з обмазки довжиною
близько 1-2 мм. За умов повторного запалювання дуги необхідно дозованим ударом
збити з електрода це кільце та залишки шлаку.
Закінчення зварювання
Закінчення зварювання важливий етап в техніці зварювання електродом будь-
якого металу. Закінчення зварювання - це, по суті, закінчення зварювального шва.
Закінчуючи зварювальний шов не можна відразу обірвати зварювальну дугу.
Техніка зварювання електродом передбачає наступні дії зварника:
1. Електрод з палаючою зварювальною дугою переміщують зі зварювальної ванни
на верхній край, знову повертаючись на кілька міліметрів у вже проварений шов і
швидко відводять електрод від кратера шва.
2. У техніці зварювання існує й інший спосіб виконати закінчення зварювання.
Він називається - заварка кратера. Такий тип зварювання полягає в наступному: в
кінці зварювального шва роблять обрив дуги на короткий проміжок часу і відразу
ж повторно запалюють зварювальну дугу в центрі кратера. Запалений електрод
зміщують до краю кратера, виходячи на кінець зварювального шва. При цьому
величина загального зміщення електрода становить приблизно 10 - 15 мм, в залежності
від ситуації. Вийшовши на зварювальний шов, за допомогою палаючої дуги формують
потрібну висоту зварювального шва і вже після цього відводять електрод, розриваючи
зварювальну дугу.
Зачистка зварювальних швів
Під час зварювальних робіт в місці самого зварювального шва і в прилеглій до нього
зоні утворюються шлакові включення - результат термічної дії на метал, продукти
згоряння матеріалу електродів та ін. Шлакові нашарування істотно погіршують якість
зварного з’єднання, його довговічність і зовнішній вигляд. Причини утворення шлаків -
зварювання довгою дугою, висока швидкість проходу і низький зварювальний струм. З
огляду на те, що шлакові включення послаблюють міцність шва, їх слід в обов’язковому
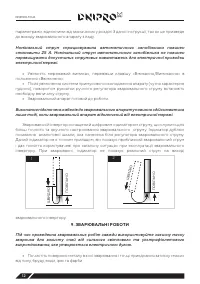
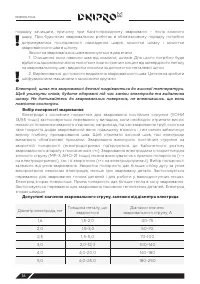
ПРЯМА
ТА=4000
0
С
ЗВОРОТНЯ
ТК=3000
0
С
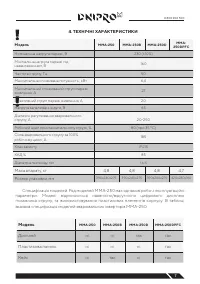
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)
