Сварочное оборудование Дніпро-М MMA-250 DPFC - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.











DNIPRO-M.UA
14
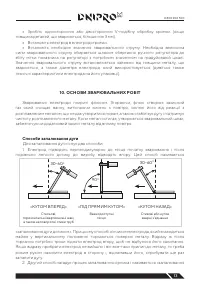
дуги тертям». Цей спосіб запалювання дуги є більш простим і зручним, тому частіше
використовують саме його. При цьому способі кінчиком електрода плавно проводять
по поверхні металу і потім виконується зворотний рух вже запаленого електрода.
Процес зварювання
При зварюванні тримайте електрод над металом. Це називається дуговий проміжок.
Намагайтеся підтримувати його в міру вигоряння електрода і одночасно рухайте його
по горизонталі. Якщо електрод прилипає, качніть його з боку в бік і знову запаліть
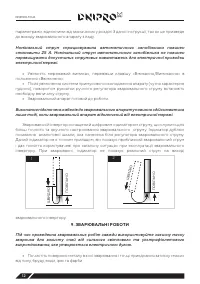
дугу. Щоб запалити зварювальну дугу, відведіть електрод від поверхні, що зварюється,
на певну відстань (залежно від діаметра електрода відстань повинна відповідати 1-1,5
діаметра електрода, який використовується) і утримуйте цю відстань протягом всього
зварювального процесу. Досягніть навички отримання стійкої дуги при відстані 3-5
мм між електродом і деталлю. Чим краще ви керуєте довжиною дуги, тим краще буде
якість зварювання.
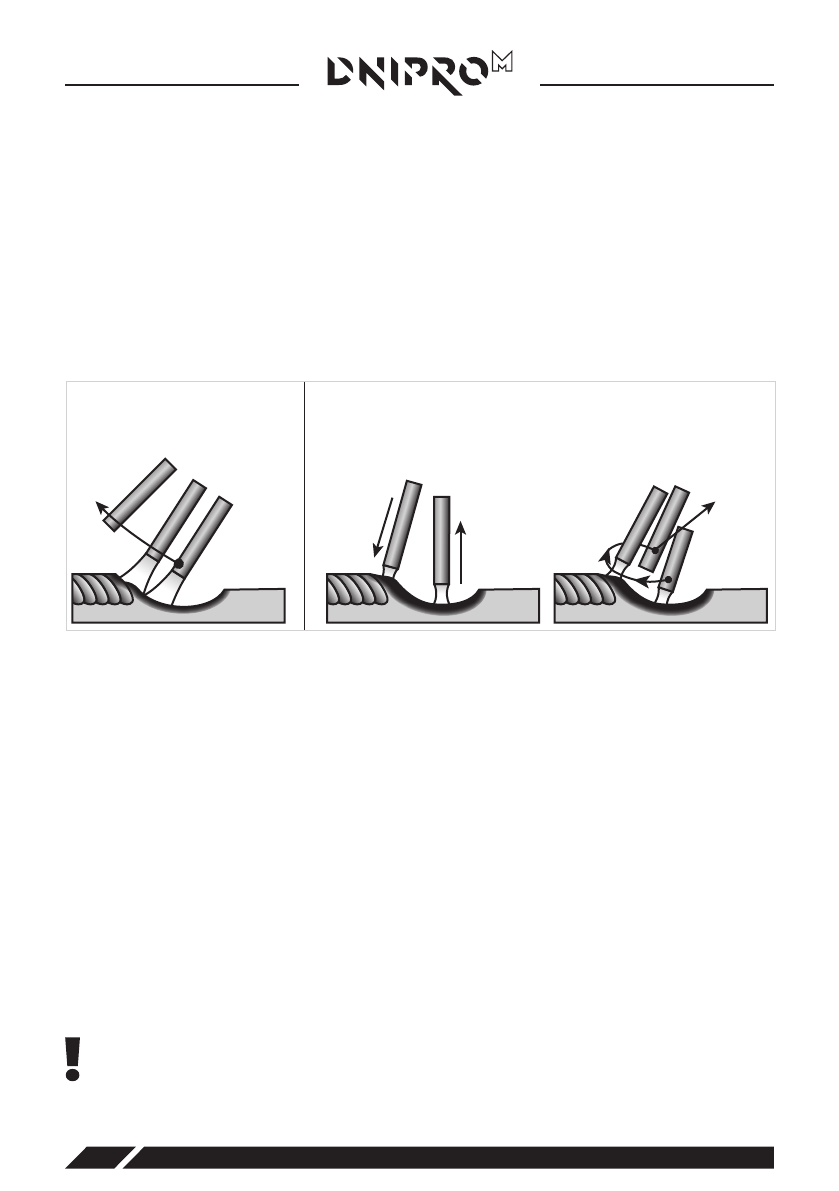
Залежно від типу зварювального шва, способи утримання електрода діляться
на 3 типи:
1. Зварювання кутом вперед. Таким методом виконують стельові, горизонтальні і
вертикальні шви. У цьому випадку рух електрода, нахиленого від нормалі до деталі на
кут в 30-60
о
, при цьому напрямок руху - від себе.
2. Техніка зварювання електродом, розташованим під кутом в 90
о
. Один з найважчих
методів, застосовується при проведенні робіт в місцях, доступ до яких утруднений, а
також в операційних отворах. Дозволяє виконувати всі види електрозварювальних
швів. В цьому випадку електрод тримається строго перпендикулярно деталі.
3. Зварювання кутом назад. Використовується при виконанні стикових або
кутових зварних з’єднань, причому на невеликих ділянках. Електрод нахиляється на
такий же кут, що і в попередньому випадку, але змінюється напрямок руху, шов ведеться
до себе.
Довжина електрода в процесі зварювання зменшується. Коли довжина електрода
досягає 35-50 мм, припиніть процес зварювання і замініть електрод, натиснувши на
важіль рукоятки електродотримача.
Зварювання електродами із захисним покриттям супроводжується утворенням
шлакового шару вздовж траєкторії руху електрода. Для того, щоб отримати
однорідний і гладкий шов, а також щоб у подальшому не утворювалася корозія
на шві, цей шлаковий шар необхідно видаляти завжди після кожного проходу,
ОБРИВ ДУГИ
ЗАКІНЧЕННЯ ЗВАРКИ
1-Й СПОСІБ
2-Й СПОСІБ
1
2
3
1
1
2
2
3
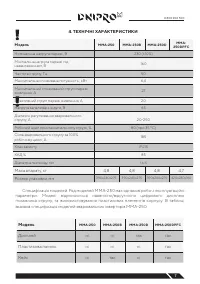
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)
