Сварочное оборудование Blue Weld Prestige 220 S PRO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

- 4 -
www.blueweld.ru
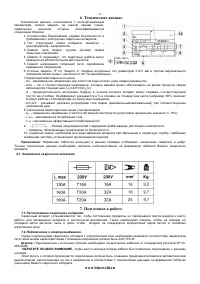
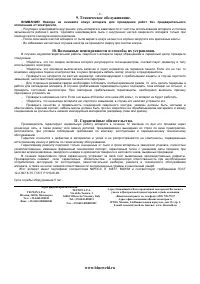
6.
Технические
данные
.
Технические
данные
,
относящиеся
к
эксплуатационным
параметрам
,
можно
увидеть
на
панели
задней
стенки
,
символьные
значения
которых
расшифровываются
следующим
образом
:
1.
Соответствие
Европейским
нормам
безопасности
и
требованиям
к
конструкции
сварочных
аппаратов
.
2.
Тип
структурной
схема
аппарата
:
инвертер
–
трансформатор
-
выпрямитель
.
3.
Символ
типа
сварки
:
ручная
дуговая
сварка
покрытым
электродом
.
4.
Символ
S
показывает
,
что
сварочные
работы
могут
проводиться
вблизи
больших
масс
металла
.
5.
Символ
напряжения
питающей
сети
:
однофазное
переменное
напряжение
.
6.
Степень
защиты
: I
Р
23.
Защита
от
твердых
инородных
тел
диаметром
≥
12,5
мм
и
против
вертикального
попадания
капель
воды
с
наклоном
от
60°
до
вертикальных
.
7.
Характеристики
сварочного
цикла
:
−
Uo -
максимальное
напряжение
при
холостом
ходе
на
пике
(
цепь
сварки
разомкнута
).
−
I
2
/U
2
–
ток
и
соответствующее
напряжение
,
которые
машина
может
обеспечивать
во
время
процесса
сварки
являющегося
стандартным
(U
2
=(20+0.04 I
2
)V).
−
Х
–
продолжительность
включения
.
Период
,
в
течение
которого
аппарат
может
подавать
соответствующий
ток
(
тот
же
столбец
).
Коэффициент
указывается
в
%
и
основан
на
10-
минутном
цикле
(
например
, 60%
означает
6
минут
работы
с
последующим
4-
х
минутным
перерывом
).
−
A/V-A/V -
указывает
диапазон
регулировки
тока
сварки
(
минимальный
/
максимальный
)
при
соответствующем
напряжении
дуги
.
8.
Технические
характеристики
линии
электропитания
:
−
U
1
–
переменное
напряжение
и
частота
питающей
электросети
(
допустимое
предельное
значение
+/-15%).
−
I
1max
-
максимальное
потребление
тока
.
−
I
1 eff
:
максимально
эффективный
потребляемый
ток
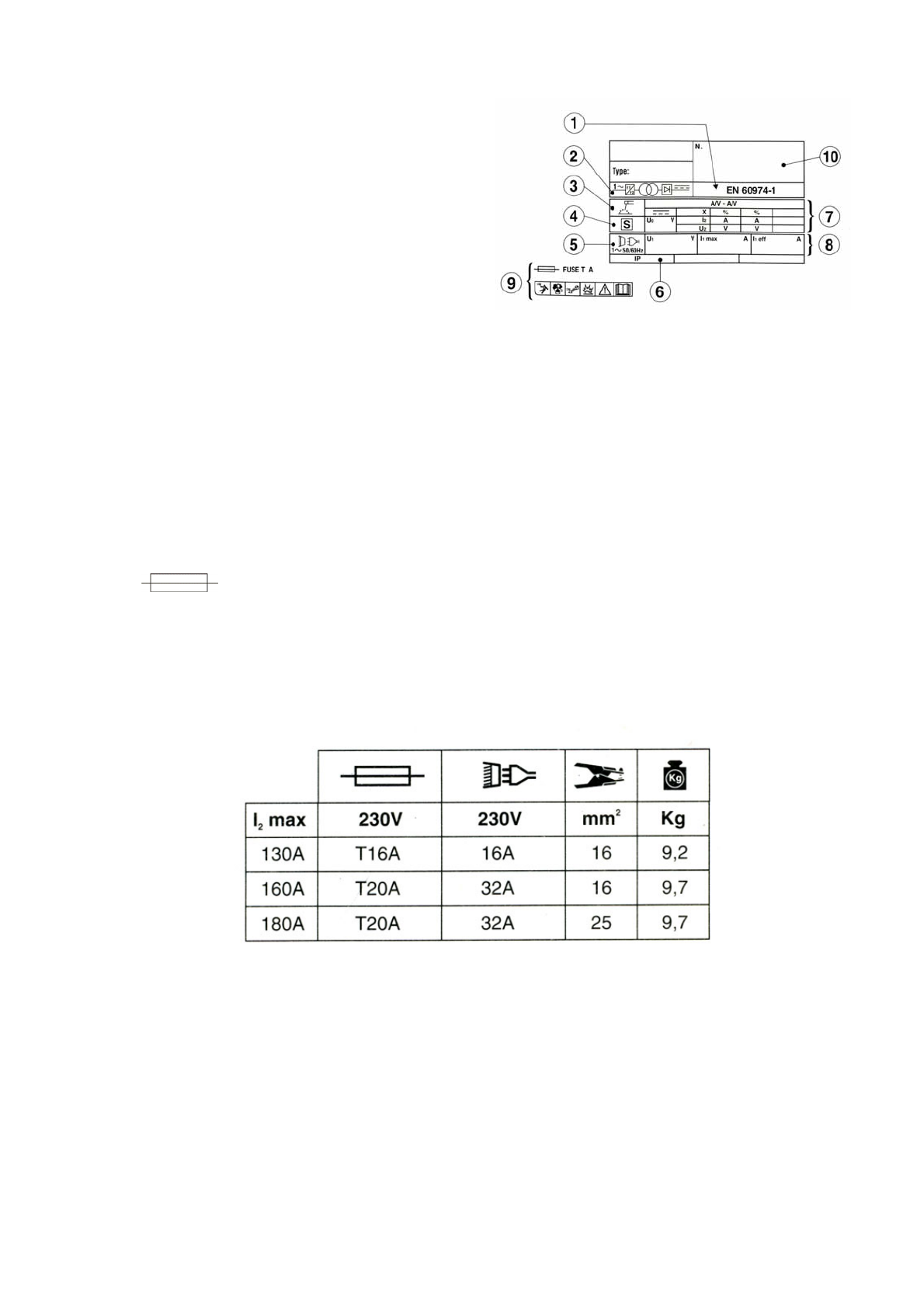
9.
-
Размер
предохранителей
с
задержкой
срабатывания
:
для
защиты
электросети
.
-
Символы
,
обозначающие
предписания
по
безопасности
.
10.
Серийный
номер
:
необходим
для
идентификации
аппарата
при
обращении
в
сервисную
службу
,
снабжения
запасными
частями
,
установления
происхождения
изделия
.
Примечание
:
Фирменная
табличка
(
шильдик
)
в
данном
примере
отображает
назначение
символов
и
цифр
.
Точные
технические
данные
необходимо
смотреть
непосредственно
на
фирменной
таблички
Вашего
сварочного
аппарата
.
6.1.
Заземление
сварочного
аппарата
.
7.
Подготовка
к
работе
.
7.1.
Расположение
сварочного
аппарата
.
Сварочный
аппарат
устанавливается
так
,
чтобы
посторонние
предметы
не
перекрывали
приток
воздуха
к
месту
работы
для
охлаждения
аппарата
и
достаточной
вентиляции
.
Также
необходимо
следить
,
чтобы
на
аппарат
не
попадали
капли
металла
,
пыль
и
грязь
;
чтобы
аппарат
не
подвергался
воздействию
паров
кислот
и
подобных
агрессивных
сред
.
7.2.
Подключение
к
электроснабжению
.
Перед
подключением
сварочного
аппарата
к
электрической
сети
необходимо
проверьте
соответствие
параметров
сети
техническим
характеристикам
.
Питающее
напряжение
должно
быть
220+10%
В
.
Штекер
.
Подсоединение
к
источнику
питания
необходимо
осуществлять
кабелем
со
стандартной
розеткой
2P 20-
25
А
/250
В
.
ОБРАТИТЕ
ОСОБОЕ
ВНИМАНИЕ
,
чтобы
желто
-
зеленый
провод
кабеля
был
правильно
подсоединен
к
разъему
штекера
.
Электросеть
к
которой
производится
подключение
должна
быть
оснащена
предохранителями
или
автоматическим
выключателем
,
рассчитанными
на
ток
и
напряжение
в
соответствии
с
техническими
данными
на
фирменной
табличке
(
шильдике
)
Вашего
сварочного
аппарата
.

