Сварочное оборудование Blue Weld Prestige 220 S PRO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

- 3 -
www.blueweld.ru
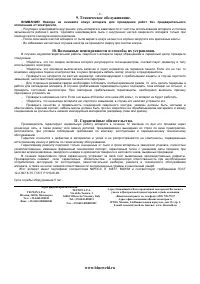
4.
Структурная
схема
.
1.
Вход
однофазного
тока
питания
,
выпрямитель
и
конденсатор
.
2.
Транзисторы
и
управляющий
переключающий
мост
(IGBT)
:
преобразуют
напряжение
выпрямленного
тока
цепи
в
высокочастотное
переменное
напряжение
и
позволяет
регулировать
передачу
мощности
в
соотношении
ток
/
напряжение
в
соответствии
с
режимом
сварки
.
3.
Высокочастотный
трансформатор
:
первичная
обмотка
питается
напряжением
,
преобразованным
блоком
2.
Предназначение
трансформатора
состоит
в
том
,
чтобы
привести
в
соответствие
напряжение
и
ток
к
значениям
необходимым
для
дуговой
сварки
и
кроме
того
гальванически
разделить
ток
сварки
и
основную
цепь
питания
.
4.
Вторичный
мост
выпрямителя
с
выпрямляющим
индуктивным
сопротивлением
:
преобразует
переменное
напряжение
/
ток
,
производимые
первичной
обмоткой
при
низкой
частоте
в
постоянное
напряжение
/
ток
.
5.
Блок
электронной
регулировки
(
плата
управления
и
электроники
)
:
производит
контроль
значений
сварочного
тока
и
сравнивает
их
с
данными
,
установленными
пользователем
;
модулирует
импульсы
управления
ведущего
транзистора
IGBT,
который
и
осуществляет
управление
.
Также
определяет
динамическую
передачу
тока
и
контролирует
предохранительные
устройства
.
5.
Подключение
,
регулировка
и
индикация
.
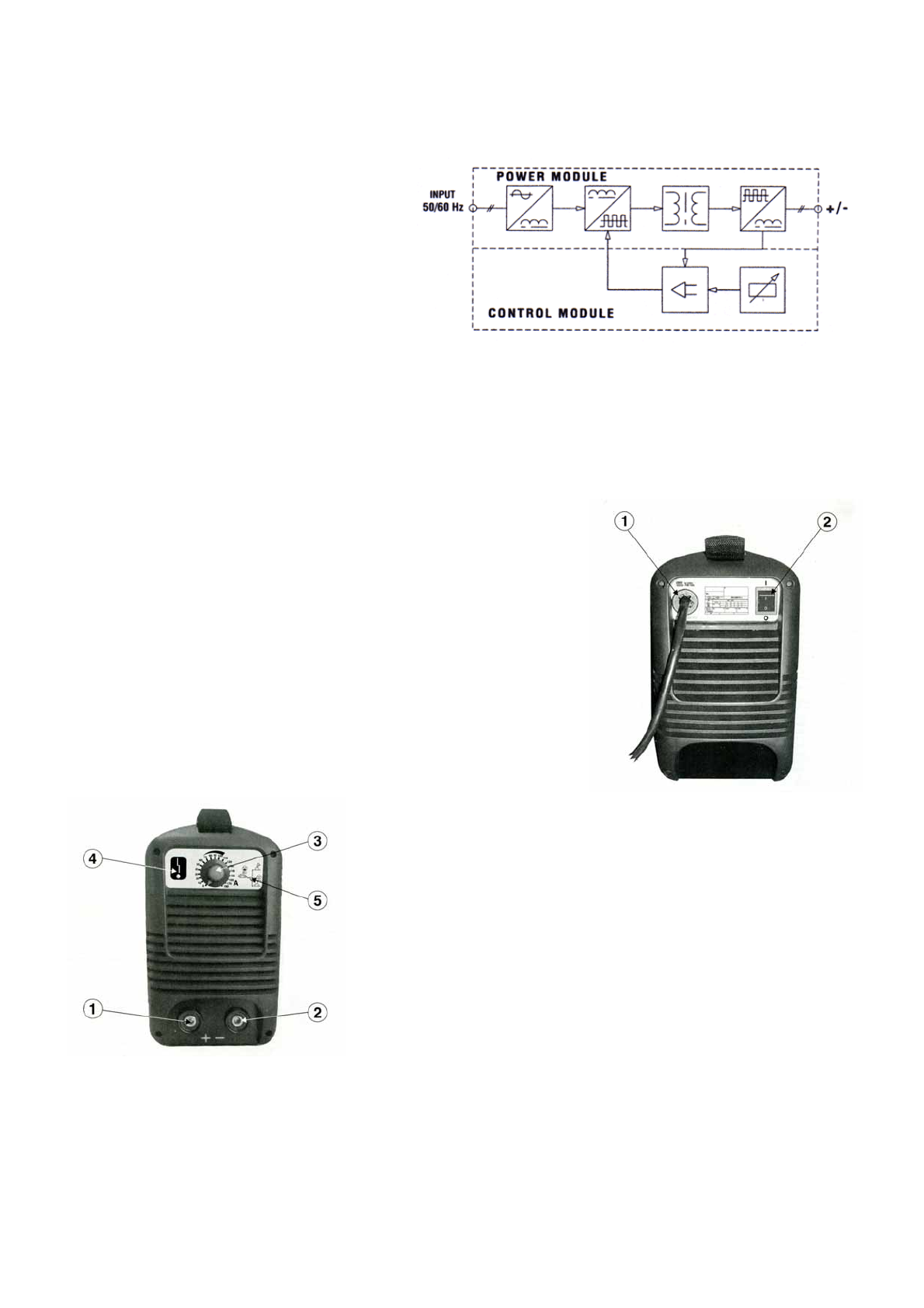
5.1.
Задняя
панель
.
1.
Питающий
кабель
(
однофазный
с
занулением
).
2.
Выключатель
питания
О
/
выключен
, I/
включен
(
с
подсветкой
).
5.2.
Передняя
панель
.
1.
Быстрозажимная
клемма
«
плюс
»
для
подсоединения
сварочного
кабеля
.
2.
Быстрозажимная
клемма
«
минус
»
для
подсоединения
сварочного
кабеля
.
3.
Потенциометр
для
регулировки
сварочного
тока
со
шкалой
,
градуированной
в
амперах
,
позволяющий
производить
регулировку
во
время
сварки
.
4.
Желтый
индикатор
(
не
горит
в
нормальном
состоянии
).
Если
он
загорелся
,
значит
подача
сварочного
тока
заблокирована
и
дальнейшая
работа
не
возможна
по
одной
из
следующих
причин
:
−
срабатывание
термозащиты
:
слишком
высокая
температура
внутри
корпуса
прибора
.
Аппарат
включен
,
но
сварочный
ток
не
будет
подаваться
до
тех
пор
,
пока
температура
не
понизится
до
нормального
значения
.
При
ее
понижении
включение
произойдет
автоматически
;
−
недопустимая
величина
сетевого
напряжения
:
когда
напряжение
сети
становится
слишком
высоким
или
слишком
низким
,
то
работа
сварочного
аппарата
блокируется
.
−
срабатывание
защиты
от
короткого
замыкания
:
в
случаях
продолжительности
короткого
замыкания
более
1,5
секунд
(
приваривание
электрода
)
аппарат
выключается
.
Включение
происходит
автоматически
.
5.
Выбор
функций
:
1.
режим
TIG
сварки
,
для
TIG
сварки
,
обеспечивающей
максимальную
стабильность
сварочной
дуги
.
2.
жесткий
режим
,
для
сварки
тяжелыми
электродами
(
базовый
,
алюминиевый
,
и
т
.
п
.),
обеспечивающими
максимальную
текучесть
.
3.
мягкий
режим
,
для
сварки
легкими
электродами
(
рутил
,
нержавеющая
сталь
и
т
.
п
.),
обеспечивающими
максимальную
текучесть
и
стабильность
сварочной
дуги
.

