Сварочное оборудование Blue Weld Prestige 220 S PRO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

- 5 -
www.blueweld.ru
ВНИМАНИЕ
!
Несоблюдение
указанных
выше
мер
безопасности
существенно
снижает
эффективность
электрозащиты
предусмотренной
производителем
и
может
привести
к
травмам
работников
(
электрошок
),
поломке
оборудования
и
пожару
.
7.3.
Подсоединение
сварочных
кабелей
.
ВНИМАНИЕ
!
Все
подсоединения
сварочных
кабелей
должны
производиться
к
отключенному
от
электросети
аппарату
.
-
Сварочный
кабель
с
электрододержателем
подсоединяется
к
клемме
плюс
(+).
-
Кабель
массы
подключается
к
клемме
минус
(-)
и
подсоединяется
к
рабочей
поверхности
,
как
можно
ближе
к
месту
сварки
.
Внимание
!
−
Сварочные
кабели
должны
быть
вставлены
в
соответствующие
гнезда
плотно
и
до
конца
,
чтобы
обеспечить
хороший
электрический
контакт
.
Неполный
контакт
вызывает
перегрев
места
соединения
,
быстрый
износ
и
потерю
мощности
.
−
Нельзя
использовать
сварочные
кабели
длиной
более
10
метров
.
−
Нельзя
использовать
металлические
детали
,
не
являющиеся
частью
свариваемого
изделия
,
для
удлинения
обратной
цепи
,
так
как
это
приведет
к
снижению
безопасности
при
работе
и
плохому
качеству
сварки
.
8.
Сварка
.
-
В
большинстве
случаев
электрод
подсоединяется
к
плюсовой
клемме
(+),
однако
есть
некоторые
виды
электродов
,
подключаемых
к
минусовой
клемме
(-),
поэтому
подсоединять
сварочные
кабели
следует
в
соответствии
с
полярностью
аппарата
(+)
и
(-)
и
типом
электродов
.
-
Рекомендуется
всегда
следовать
инструкциям
производителя
о
выборе
вида
электродов
,
так
как
в
ней
указаны
и
полярность
подсоединения
и
оптимальный
ток
сварки
.
-
Ток
сварки
должен
выбираться
в
зависимости
от
диаметра
электрода
и
типа
обрабатываемого
материала
.
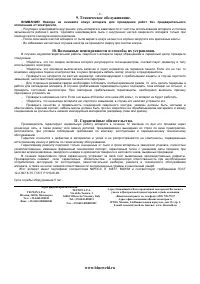
Ниже
приводится
таблица
соответствия
допустимого
тока
сварки
и
диаметра
электрода
:
Ток
сварки
, A
Диаметр
электрода
,
мм
минимальный
максимальный
1,6 25 50
2 40 80
2,5 60 110
3,2 80 160
4 120 200
-
Пользователю
необходимо
учитывать
,
что
сила
сварочного
тока
для
одного
и
того
же
типа
электродов
выбирается
разной
,
в
зависимости
от
положения
свариваемых
деталей
:
при
сварке
на
горизонтали
сила
тока
должна
быть
выше
,
а
при
выполнении
вертикального
шва
или
работе
над
головой
–
ниже
.
-
Помните
,
что
характер
сварочного
шва
зависит
не
только
от
силы
тока
,
но
и
других
параметров
,
таких
как
диаметр
и
качество
электродов
,
длина
дуги
,
скорости
сварки
и
положения
сварщика
,
а
также
от
состояния
электродов
,
которые
должны
храниться
в
упаковке
и
быть
защищены
от
сырости
.
Проведение
сварочных
работ
.
-
Обязательно
держите
перед
лицом
маску
.
Чтобы
начать
сварку
нужно
прикоснуться
к
месту
сварки
концом
электрода
,
при
этом
движение
руки
должно
быть
похоже
на
то
,
каким
вы
зажигаете
спичку
.
Это
и
есть
правильный
метод
зажигания
дуги
.
Внимание
!
Не
стучите
электродом
по
рабочей
поверхности
при
попытках
зажечь
дугу
,
так
как
это
может
привести
к
его
повреждению
и
в
дальнейшем
только
затруднит
зажигание
дуги
.
-
Как
только
произойдет
зажигание
дуги
,
электрод
нужно
держать
на
таком
расстоянии
от
обрабатываемого
материала
,
которое
соответствует
диаметру
электрода
.
Для
получения
равномерного
шва
далее
необходимо
соблюдать
эту
дистанцию
по
возможности
постоянной
.
Также
необходимо
помнить
,
что
наклон
оси
электрода
должен
быть
примерно
20-30
градусов
.
-
Заканчивая
сварочный
шов
,
отведите
электрод
немного
назад
,
чтобы
заполнился
сварочный
кратер
,
а
затем
резко
поднимите
его
до
исчезновения
дуги
.
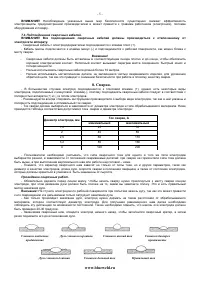
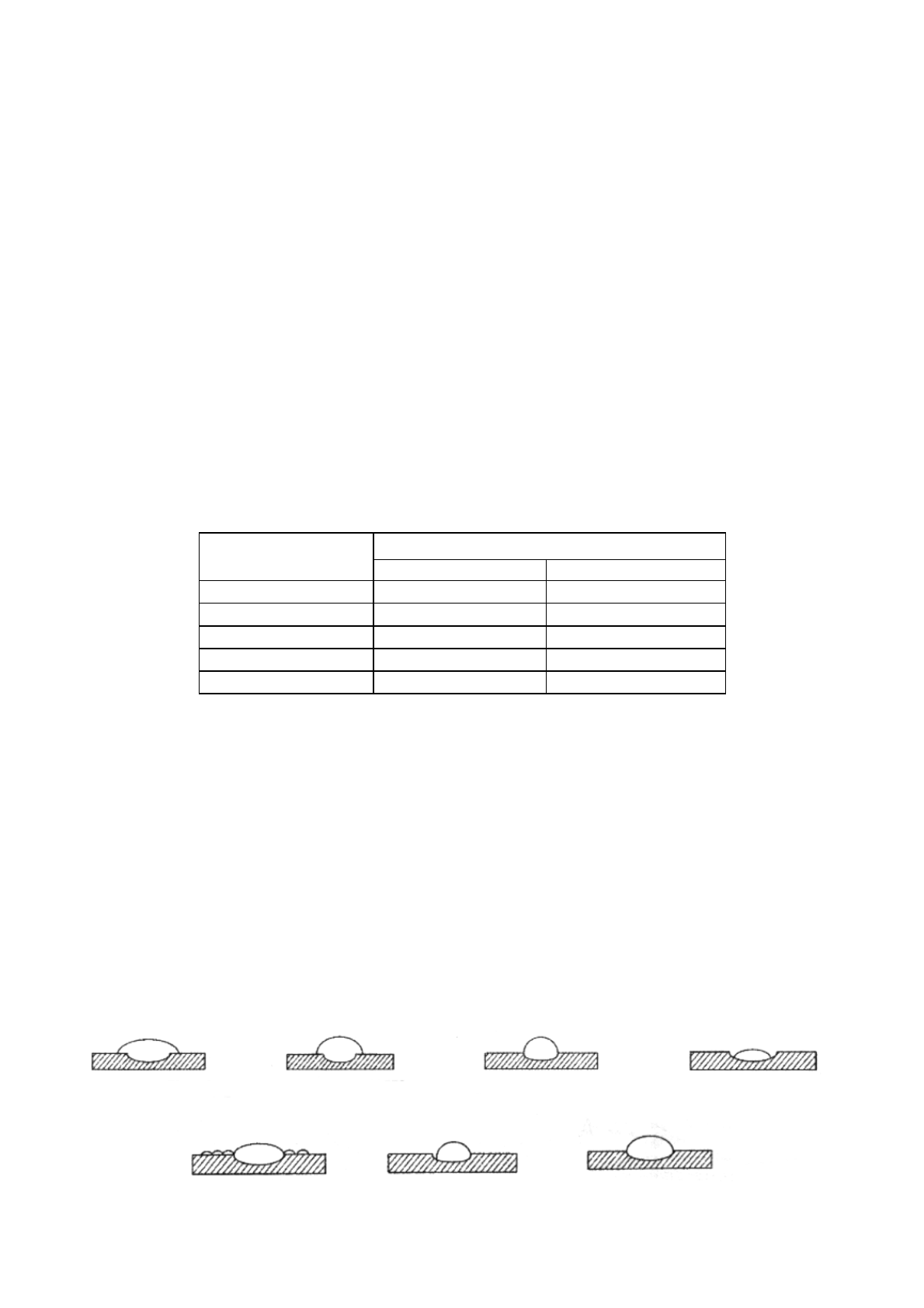
Слишком
медленное
продвижение
Дуга
слишком
короткая
Слишком
низкий
ток
Слишком
быстрое
продвижение
Дуга
слишком
длинная
Слишком
большой
ток
Правильный
шов

