Сварочное оборудование Blue Weld Digital plus 9000 R A - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


- 9 -
www.blueweld.ru
материала
,
до
тех
пор
пока
не
будет
происходить
замыкание
клещей
(
и
соответствующее
срабатывание
микропереключателя
).
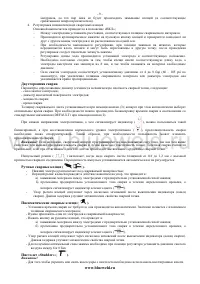
4.
Регулировка
пневматических
сварочных
клещей
Основной
выключатель
приводится
в
положение
«
ВКЛ
»;
-
Между
электродами
установить
расстояние
,
соответствующее
толщине
свариваемого
материала
;
-
Производится
кратковременное
нажатие
на
пусковую
кнопку
клещей
и
проверяется
совпадают
ли
друг
с
другом
концы
электродов
и
их
расположение
на
одной
оси
.
-
При
необходимости
выполняются
регулировки
,
при
помощи
зажимов
на
штангах
,
которые
передвигаются
вдоль
штанги
и
могут
быть
переставлены
в
другую
точку
;
после
проведения
регулировок
следует
тщательно
затянуть
зажимы
.
-
Регулировка
длины
хода
производится
установкой
электрода
в
соответствующее
положение
.
Необходимо
постоянно
следить
за
тем
,
чтобы
клещи
имели
соответствующую
длину
хода
,
а
электроды
выступали
как
минимум
на
8
мм
,
и
так
чтобы
оказывать
на
материал
необходимое
давление
.
-
Сила
сжатия
электродов
соответствует
установленному
давлению
от
4
до
8
бар
(60 – 105 psi
по
манометру
),
при
увеличение
толщины
свариваемого
материала
или
диаметра
электродов
она
увеличивается
прямо
пропорционально
.
Двусторонняя
сварка
Параметры
,
определяющие
диаметр
(
сечение
)
и
механическую
плотность
сварной
точки
,
следующие
:
-
сила
сжатия
электродов
;
-
диаметр
контактной
поверхности
электродов
;
-
мощность
сварки
;
-
время
сварки
.
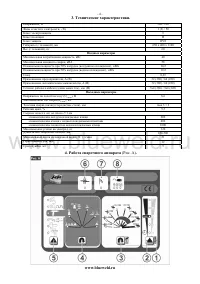
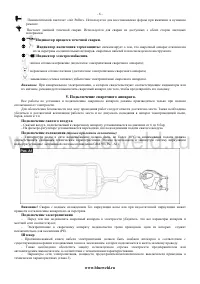
Толщину
свариваемого
листа
устанавливается
при
помощи
кнопки
(3);
аппарат
при
этом
автоматически
выберет
оптимальное
время
сварки
.
При
необходимости
можно
производить
балансировку
времени
сварки
в
соотношении
со
стандартными
значениями
(DEFAULT)
при
помощи
кнопки
(2).
При
низком
напряжении
электропитания
,
о
чем
сигнализирует
индикатор
(
),
можно
пользоваться
такой
балансировкой
,
а
при
восстановлении
нормального
уровня
электропитания
(
),
продолжительность
сварки
необходимо
снова
откорректировать
.
Таким
образом
,
при
необходимости
пользователь
может
изменять
продолжительность
сварки
.
Внимание
:
Если
возможно
,
сварочный
аппарат
программируют
на
максимальную
силу
тока
,
так
как
чем
выше
сила
тока
,
тем
меньше
продолжительность
сварки
и
лучше
качество
(
эластичность
точки
).
Точечная
сварка
считается
правильной
,
если
при
оттягивание
одного
из
листов
происходит
вытягивание
сердцевины
сварной
точки
.
Импульсный
режим
(
)
включают
,
когда
надо
сварить
листы
толщиной
от
0,8
до
1,2
мм
с
высокой
прочностью
сварного
соединения
.
Периодичность
импульса
устанавливается
автоматически
и
не
регулируется
.
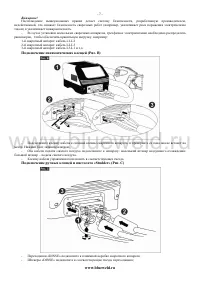
Ручные
сварные
клещи
(
).
-
Нижний
электрод
располагают
под
свариваемой
поверхностью
;
-
Верхний
рычаг
клещей
приводят
в
действие
нажатием
на
упор
,
что
приводит
к
:
а
)
замыканию
материала
между
электродами
с
предварительно
установленной
силой
зажима
;
б
)
протеканию
предварительно
установленного
тока
сварки
в
течение
определенного
времени
,
о
котором
сигнализирует
индикатор
зеленого
цвета
(
).
-
Упор
рычага
клещей
отпускают
через
несколько
мгновений
после
выключения
индикатора
(
конец
сварки
).
Данная
задержка
улучшит
механические
свойства
сварной
точки
.
Пневматические
сварные
клещи
(
).
-
Установки
времени
сварки
не
требуется
,
она
производится
автоматически
.
Значение
меняется
с
изменением
толщины
свариваемого
материала
;
-
Нужно
приложить
один
из
электродов
к
свариваемой
поверхности
;
-
Нажать
кнопку
на
рукоятке
клещей
,
что
приведет
к
:
а
)
замыканию
материала
между
электродами
с
предварительно
установленной
силой
зажима
;
б
)
протеканию
предварительно
установленного
тока
сварки
в
течение
определенного
времени
,
о
котором
сигнализирует
индикатор
зеленого
цвета
(
).
-
Упор
рычага
клещей
отпускают
через
несколько
мгновений
после
выключения
индикатора
(
конец
сварки
).
Данная
задержка
улучшит
механические
свойства
сварной
точки
.
-
Для
получения
оптимальной
силы
зажима
необходимо
при
помощи
регулятора
установить
давление
сжатого
воздуха
между
6
и
8
бар
.
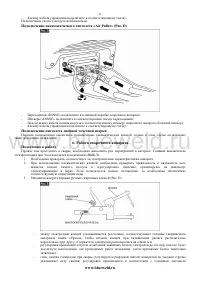
Пистолет
«Studder»
(
).
Внимание
!
-
Для
того
чтобы
укрепить
или
снять
аксессуары
с
пистолета
необходимо
использовать
шестигранные
ключи
.
www.blueweld.ru

