Сварочное оборудование Blue Weld Digital plus 9000 R A - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


- 8 -
www.blueweld.ru
-
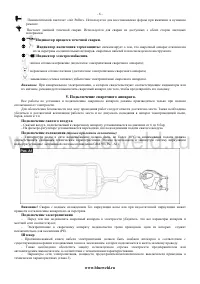
Клемму
кабеля
управления
подключите
к
соответствующему
гнезду
.
Подключение
сжатого
воздуха
необязательно
.
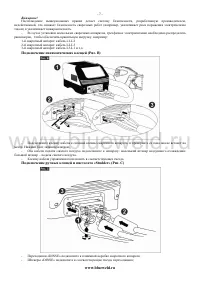
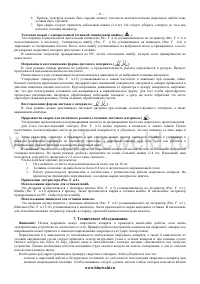
Подключение
пневматического
пистолета
«Air Puller» (
Рис
. D)
-
Переходники
«DINSE»
подключите
к
клеммной
коробке
сварочного
аппарата
;
-
Штекеры
«DINSE»
подключите
в
соответствующие
гнезда
переходников
;
-
Подсоедините
кабель
подачи
воздуха
к
соответствующему
штекеру
сварочного
аппарата
(
большой
штекер
);
-
Клемму
кабеля
управления
подключите
к
соответствующему
гнезду
.
Подключение
пистолета
двойной
точечной
сварки
Порядок
подключения
аналогичен
подключению
пневматических
клещей
,
только
в
этом
случае
подключают
также
воздушное
охлаждение
.
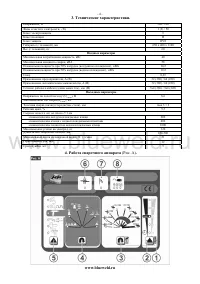
6.
Работа
сварочного
аппарата
.
Подготовка
к
работе
Прежде
чем
приступить
к
сварке
,
необходимо
выполнить
ряд
мероприятий
и
настроек
.
Главный
выключатель
электропитания
при
этом
находится
в
положении
«
ВЫКЛ
»
1.
Необходимо
проверить
,
соответствует
ли
электропитание
характеристикам
аппарата
.
2.
При
использование
пневматических
клещей
,
необходимо
проверить
правильность
и
надежность
всех
шлангов
подачи
сжатого
воздуха
и
отрегулировать
давление
,
ориентируясь
на
манометр
,
отградуированных
в
барах
.
Если
используется
водное
охлаждение
,
то
необходимо
обеспечение
соответствующую
циркуляции
воды
.
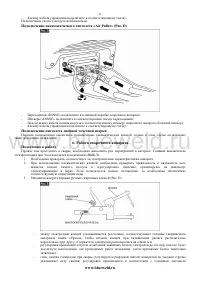
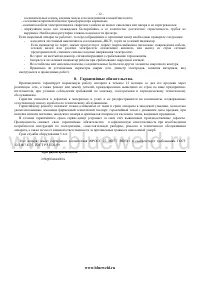
3.
Механическая
регулировка
ручных
сварочных
клещей
(
Рис
.
Е
):
-
между
электродами
клещей
устанавливается
расстояние
,
соответствующее
толщине
свариваемого
материала
таким
образом
,
чтобы
штанги
клещей
при
активизации
рычага
располагались
параллельно
друг
другу
,
а
держатели
электродов
располагались
на
одной
оси
.
-
регулировка
производится
путем
ослабления
зажимных
болтов
электродов
до
тех
пор
,
пока
не
будет
достигнуто
необходимое
для
проводимых
работ
положение
,
затем
крепежные
болты
тщательно
затягивают
.
-
сила
,
сжатия
электродов
при
сварке
,
регулируется
рифленой
гайкой
:
поворотом
по
часовой
стрелке
увеличивют
силу
сжатия
;
регулировка
производится
в
соответствии
с
толщиной
листового
www.blueweld.ru

