Сварочное оборудование Awelco MIKRO 134 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.













MEGJEGYZÉS: Komoly károsodás érheti a berendezést, ha
hegesztés közben kikapcsolják az áramforrást. A berendezés un.
Érint
ő
s gyújtással m
ű
ködik, nem rendelkezik nagyfrekvenciás
gyújtóval!
A BERENDEZÉS CSATLAKOZTATÁSA ÉS EL
Ő
KÉSZÍTÉSE AWI
(ARGON VÉD
Ő
GÁZAS VOLFRÁM ELEKTRÓDÁS)
HEGESZTÉSHEZ
Ügyelni kell a szerelvények megfelel
ő
csatlakoztatására, hogy
elkerüljük a teljesítményveszteséget vagy veszélyes gázok
elszivárgását. Gondosan követni kell fejezetben található biztonsági
el
ő
írásokat. Helyezzük be a hegeszt
ő
pisztolyba a kiválasztott
elektródát (wolframot) és gázterel
ő
t (ügyelve az elektródacsúcs
megfelel
ő
kinyúlására). Csatlakoztassuk a testvezetéket a pozitív
gyorscsatlakozó aljzathoz, a testcsipeszt pedig a munkadarabhoz a
hegesztési terület közelében. A pisztolykábel csatlakozóját
csatlakoztassuk a negatív aljzatba. Csatlakoztassuk a pisztoly
gáztöml
ő
jét a gázpalackhoz, állítsa be a megfelel
ő
gázmennyiséget
(5-8 L/perc) Kapcsolja a kapcsolót TIG állásba
Ellen
ő
rizze, hogy nincsen gázszivárgás. Állítsa be a kívánt
hegeszt
ő
áramot a számmal jelölt áramszabályozóval. Nyissa ki a
hegeszt
ő
pisztolyon lev
ő
gázszelepet. Ellen
ő
rizze a gázáramlást. A
gázáram szabályozásához forgassa el a gázpalack gombját.
Megjegyzés: az elektromos ív gyújtásához az elektródát érintse
enyhén a munkadarabhoz, majd emelje el (érintéses gyújtás).
FIGYELEM: Szabadtéri munkáknál vagy huzatos körülmények között
dolgozva biztosítani kell a véd
ő
gáz áram védelmét.
A BERENDEZÉS CSATLAKOZTATÁSA ÉS EL
Ő
KÉSZÍTÉSE
BEVONT ELEKTRÓDÁDÁS HEGESZTÉSHEZ
FONTOS: csatlakoztatás, üzembe helyezés vagy használat el
ő
tt
olvassa el az 1.0 pontban található biztonsági el
ő
írásokat.
Csatlakoztassuk a munkadarabhoz vezet
ő
testkábelt a negatív
pólushoz
Csatlakoztassuk a hegeszt
ő
kábelt a pozitív pólushoz
Meg kell gy
ő
z
ő
dni a csatlakoztatások szilárdságáról, hogy elkerüljük
a teljesítményveszteséget és a túlmelegedést. A (C) jel
ű
szabályozógombbal állítsuk be a hegeszt
ő
áramot. A (B) számmal
jelölt sárga fény
ű
LED hibát jelez, ami a gép
m
ű
ködésképtelenségével jár. A LED kétfajta hibát jelezhet:
Túlmelegedés a túl magas bekapcsolási id
ő
miatt. Ebben az esetben
szüneteltetni kell a hegesztést, és bekapcsolva kell hagyni az
áramforrást mindaddig, amíg a LED ki nem kapcsol. A tápfeszültség
túl magas vagy túl alacsony. Ebben az esetben várni kell, amíg a
LED ki nem alszik, jelezve ezzel a normál tápfeszültség visszaálltát.
Ekkor folytatható a hegesztés.
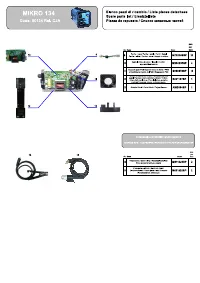
KEZEL
Ő
SZERVEK ELHELYEZKEDÉSE
Áramszabályzó potenciométer
Kimen
ő
feszültség jelz
ő
LED
túlmelegedést jelz
ő
LED
TIG bekapcsolást jelz
ő
LED
MMA/TIG váltó kapcsoló
Hegeszt
ő
kábel csatlakozók
Csatlakoztassuk a munkadarabhoz vezet
ő
testkábelt a negatív
pólushoz
Csatlakoztassuk a hegeszt
ő
kábelt a pozitív pólushoz
Meg kell gy
ő
z
ő
dni a csatlakoztatások szilárdságáról, hogy elkerüljük
a teljesítményveszteséget és a túlmelegedést. A jel
ű
szabályozógombbal állítsuk be a hegeszt
ő
áramot. A számmal jelölt
sárga fény
ű
LED hibát jelez, ami a gép m
ű
ködésképtelenségével jár.
A LED kétfajta hibát jelezhet:
Kapcsolja a kapcsolót MMA állásba
Túlmelegedés a túl magas bekapcsolási id
ő
miatt. Ebben az esetben
szüneteltetni kell a hegesztést, és bekapcsolva kell hagyni az
áramforrást mindaddig, amíg a LED ki nem kapcsol. A tápfeszültség
túl magas vagy túl alacsony. Ebben az esetben várni kell, amíg a
LED ki nem alszik, jelezve ezzel a normál tápfeszültség visszaálltát.
Ekkor folytatható a hegesztés.
A BERENDEZÉS CSATLAKOZTATÁSA ÉS EL
Ő
KÉSZÍTÉSE AWI
(ARGON VÉD
Ő
GÁZAS VOLFRÁM ELEKTRÓDÁS)
HEGESZTÉSHEZ
Ügyelni kell a szerelvények megfelel
ő
csatlakoztatására, hogy
elkerüljük a teljesítményveszteséget vagy veszélyes gázok
elszivárgását. Gondosan követni kell az 1.0 fejezetben található
biztonsági el
ő
írásokat.
Helyezzük be a hegeszt
ő
pisztolyba a kiválasztott elektródát
(wolframot) és gázterel
ő
t (ügyelve az elektródacsúcs megfelel
ő
kinyúlására).
Csatlakoztassuk a testvezetéket a pozitív gyorscsatlakozó aljzathoz,
a testcsipeszt pedig a munkadarabhoz a hegesztési terület
közelében.
A pisztolykábel csatlakozóját csatlakoztassuk a negatív aljzatba.
Csatlakoztassuk a pisztoly gáztöml
ő
jét a gázpalackhoz, állítsa be a
megfelel
ő
gázmennyiséget (5-8 L/perc)
Kapcsolja a kapcsolót TIG állásba
Ellen
ő
rizze, hogy nincsen gázszivárgás.
Állítsa be a kívánt hegeszt
ő
áramot a számmal jelölt
áramszabályozóval.
Nyissa ki a hegeszt
ő
pisztolyon lev
ő
gázszelepet.
Ellen
ő
rizze a gázáramlást. A gázáram szabályozásához forgassa el
a gázpalack gombját.
Megjegyzés: az elektromos ív gyújtásához az elektródát érintse
enyhén a munkadarabhoz, majd emelje el (érintéses gyújtás).
FIGYELEM: Szabadtéri munkáknál vagy huzatos körülmények között
dolgozva biztosítani kell a véd
ő
gáz áram védelmét.
KARBANTARTÁS
A szükséges karbantartás mindössze annyi, hogy a gép belsejét ki
kell takarítani legalább évente egyszer. A takarítás s
ű
rített leveg
ő
vel,
a szell
ő
z
ő
nyílásokon keresztül történik. Poros vagy szennyezett
környezetben történ
ő
m
ű
ködtetés esetén gyakoribb tisztításra van
szükség.
A berendezésen javítást csak arra jogosult személy végezhet.
POLISH
ZASADY PRACY
Spawarka automatycznie ustawia ró
ż
ne parametry, które pozwalaj
ą
osi
ą
gn
ąć
dobre rezultaty podczas spawania:
HOT START:
Podczas rozpoczynania procesu spawania mog
ą
wyst
ą
pi
ć
pewne trudno
ś
ci z zainicjowaniem
ł
uku elektrycznego. jest
to spowodowane tym,
ż
e zarówno elektroda, jak i miejsce spawania
jest zimne. Podczas rozruchu spawarka podaje na elektrod
ę
przez
bardzo krótki okres czasu nieco wy
ż
szy pr
ą
d ni
ż
zosta
ł
ustawiony.
Pozwala to na
ł
atwiejsze zainicjowanie
ł
uku elektrycznego i czyni
sam proces spawania bardziej stabilnym.
ARC FORCE:
Podczas spawania elektroda jest prowadzona r
ę
cznie
co powoduje,
ż
e dystans pomi
ę
dzy ko
ń
cem elektrody, a miejscem
spawania nie jest sta
ł
y. W celu zapobie
ż
enia przywieraniu elektrody
podczas spawania, spawarka reguluje nat
ęż
enie pr
ą
du w
ł
uku
elektrycznym.
ANTI - STICK:
Je
ż
eli podczas spawania elektroda przywrze na sta
ł
e,
spawarka automatycznie zmniejszy pr
ą
d do warto
ś
ci pozwalaj
ą
cej na
oderwanie elektrody od spoiny i kontynuowanie procesu spawania.
THERMAL PROTECTION
(zabezpieczenie termiczne): Je
ś
li
ś
wieci
si
ę
wska
ź
nik, na panelu steruj
ą
cym, zabezpieczenia termicznego nie
jest mo
ż
liwe kontynuowanie spawania. Wska
ź
nik automatycznie
przestanie si
ę
ś
wieci gdy temperaturo spadnie do poziomu
umo
ż
liwiaj
ą
cego dalsz
ą
prac
ę
. W czasie gdy wska
ź
nik si
ę
ś
wieci,
pozostaje on za
ś
wiecony przez trzy sekundy, w tym czasie
sprawdzane s
ą
obwody elektryczne, a nast
ę
pnie mo
ż
liwa jest dalsza
praca.
NO STOP:
Wybieraj
ą
c funkcj
ę
NO STOP, poprzez przestawienie
pokr
ę
t
ł
a, zostaje aktywowana pomocnicza regulacja pr
ą
du i zostaje
od
łą
czona mo
ż
liwo
ść
regulacji pr
ą
du za pomoc
ą
pokr
ę
t
ł
a. Zostaj
ą
poprawione w
ł
a
ś
ciwo
ś
ci
ł
uku elektrycznego oraz ci
ą
g
ł
o
ść
spawania.
Przestawiaj
ą
c pokr
ę
t
ł
o w pozycj
ę
“BASIC MMA” funkcja NO STOP
zostaje wy
łą
czona i jest mo
ż
liwe r
ę
czne ustawienie parametrów do
ka
ż
dego rodzaju elektrod.
TIG:
u
ż
ywa
ć
wybiera
ć
pragn
ą
c
ą
spawalnicz
ą
procedur
ę
:
•
MMA
ustawiaj
ą
dla spawa
ć
z elektrod
ą
.
•
TIG-LIFT pozycja dla TIG spawu.

