
Генераторы Вепрь АСПБВ 220/6.5/3.5-Т400/230 ВХ - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

















электродом и свариваемой поверхностью. Если вы будете передвигать
электрод слишком быстро, то шов будет узким, и вы не получите полного
проникновения. При слишком медленном перемещении шов будет широким, и
при этом можно перегреть деталь.
2.4.4.6
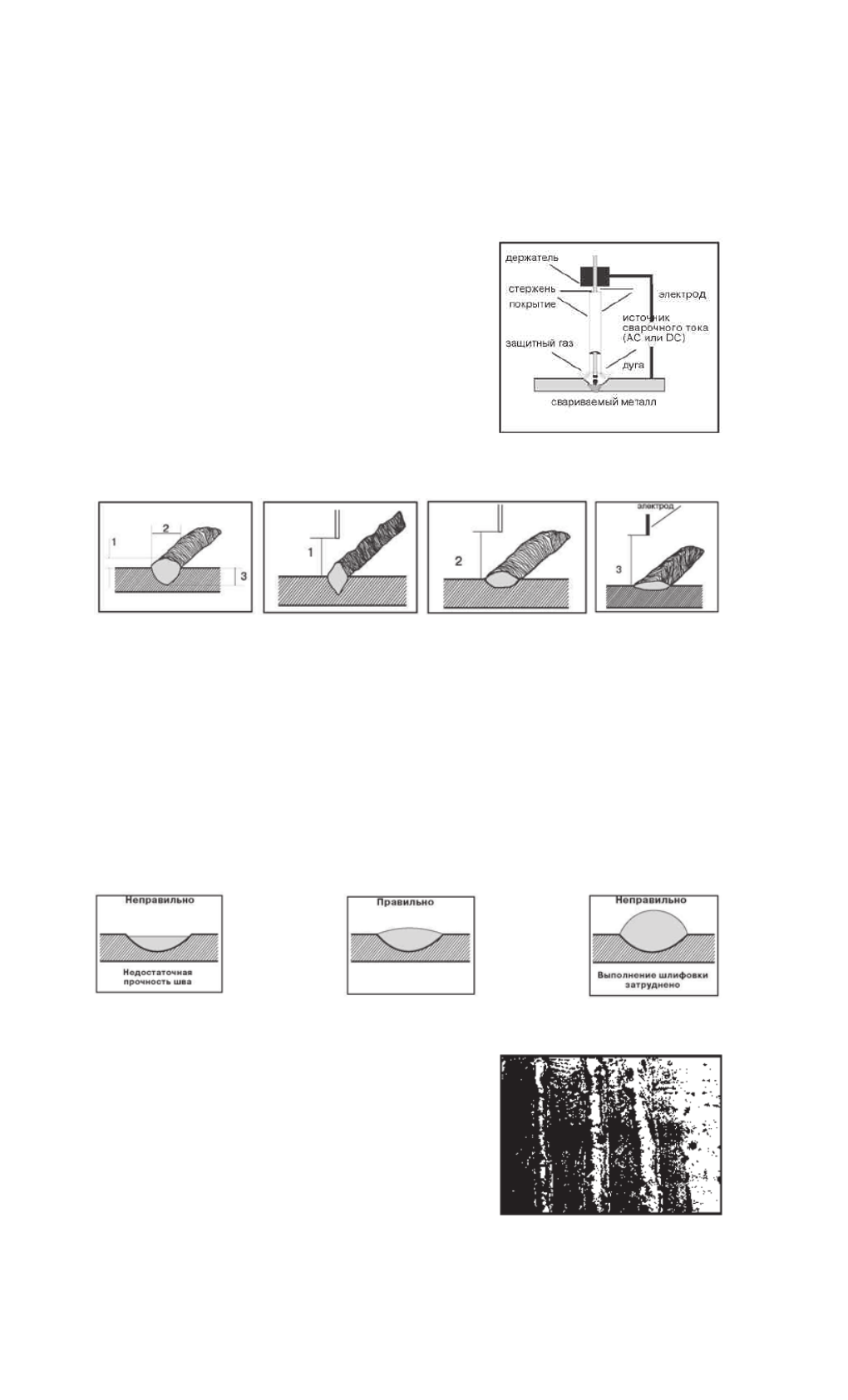
Принцип работы электродуговой сварки. Принцип работы
электродуговой сварки очень прост. Плавкий электрод одновременно является
источником и дуги, и защитного газа,
появляющегося
при
расплавлении
его
флюсового
покрытия
(по
европейской
классификации ММА процесс (Metal Metal Arc)
(см. рис. 4).
2.4.4.7
Параметры, влияющие на качество
сварочного шва.
Величина сварочного тока влияет на
глубину проникновения шва и размеры
наплавленной бороздки. Нужно стремиться к
получению хорошего проникновения при не слишком высоком и не слишком
широком шве (см. рис.5).
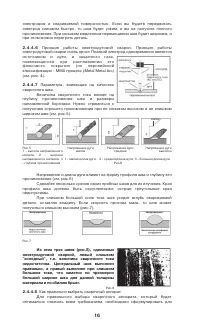
Напряжение и длина дуги влияют на форму профиля шва и глубину его
проникновения (см. рис.6)
Сделайте несколько срезов своих пробных швов для их изучения. Края
профиля шва должны быть скругленными; острые треугольные края
недопустимы.
При слишком большой силе тока шов уходит вглубь свариваемой
детали, оставляя впадину. Если скорость прохода мала, то шов может
получиться слишком высоким (рис.7).
Рис.7
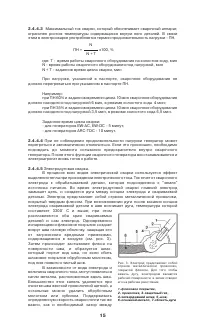
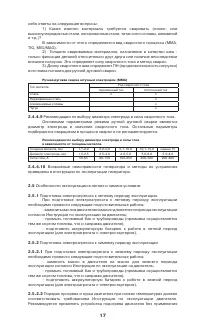
Из этих трех швов (рис.8), сделанных
электродуговой сваркой, левый слишком
"холодный", т.е. величина сварочного тока
недостаточна. Центральный шов выполнен
правильно, а правый выполнен при слишком
большом токе, что заметно по чрезмерно
большой ширине шва для данной толщины
материала и по обилию брызг.
Рис.8
2.4.4.8
Как правильно выбрать сварочный аппарат.
Для правильного выбора сварочного аппарата, который будет
оптимально отвечать всем требованиям, необходимо сформулировать для
16
Рис.5
1 высота направленного
метала, 2 ширина
наплавленного металла, 3
глубина проникновения
Напряжение дуги
Напряжение дуги
Напряжение дуги
малое
среднее
высокое
1 малая длина дуги, 2 средняядлина дуги, 3 большая длина дуги
Рис.6
Содержание
- 4 Содержание
- 5 ВНИМАНИЕ: ЭЛЕКТРОАГРЕГАТ ПОСТАВЛЯЕТСЯ БЕЗ ТОПЛИВА В; Тщательно изучите все правила данного руководства. Выполнение
- 6 Описание и работа; Описание и работа электроагрегата
- 11 НЕ ДОПУСКАЙТЕ К АГРЕГАТУ ДЕТЕЙ И ДОМАШНИХ ЖИВОТНЫХ,
- 21 Возможные неисправности и методы их устранения; Возможные неисправности и методы их устранения приведены в
- 23 Хранение; Условия хранения электроагрегата при перерывах в работе от 0 до
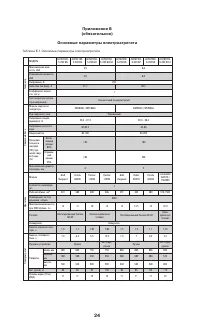
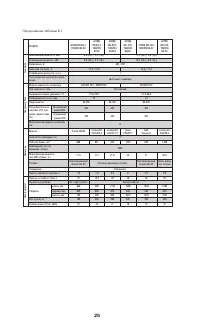
- 26 Приложение Б
- 33 Консервация
- 35 Движение электроагрегата при эксплуатации; Сведения о закреплении электроагрегата при эксплуатации
- 36 0 Учет работы электроагрегата
- 37 Учет замены неисправных деталей и узлов электроагрегата
- 38 Учет неисправностей (отказов) при эксплуатации
- 40 5 Сведения о рекламациях; Рекламационные претензии предъявляются заводуизготовителю в; 6 Особые отметки













