
Генераторы Вепрь АСПБВ 220/6.5/3.5-Т400/230 ВХ - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

















2.4.4.3
Максимальный ток сварки, который обеспечивает сварочный аппарат,
ограничен ростом температуры содержащихся внутри него деталей. В связи
этим в электросварке употребляется термин продолжительность нагрузки ПН.
N
ПН = х100, %
N + Т
где: Т время работы сварочного оборудования на холостом ходу, мин
N время работы сварочного оборудования под нагрузкой, мин
N + Т заданное время цикла сварки, мин
При нагрузке, указанной в паспорте, сварочное оборудование не
должно перегреваться при указанном в паспорте ПН.
Например:
при ПН 60% и заданном времени цикла 10 мин сварочное оборудование
должно находится под нагрузкой 6 мин, в режиме холостого хода 4 мин;
при ПН 35% и заданном времени цикла 10 мин сварочное оборудование
должно находится под нагрузкой 3,5 мин, в режиме холостого хода 6,5 мин.
Заданное время цикла сварки:
для генераторов EWAC, EWDC 5 минут;
для генераторов ARCTDC 10 минут.
2.4.4.4
При не соблюдении продолжительности нагрузки генератор может
перегреться и автоматически отключиться. Если это произошло, необходимо
подождать до момента остывания предохранителя внутри сварочного
генератора. После этого функции сварочного генератора восстанавливаются и
электроагрегат вновь готов к работе.
2.4.4.5
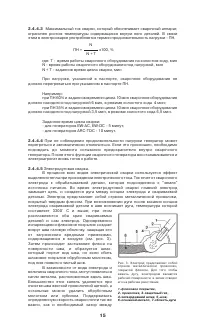
Электродуговая сварка.
В процессе всех видов электрической сварки используется эффект
выделения тепла при прохождении электрического тока. Ток течет от сварочного
электрода к обрабатываемой детали, которая подсоединена к "земле"
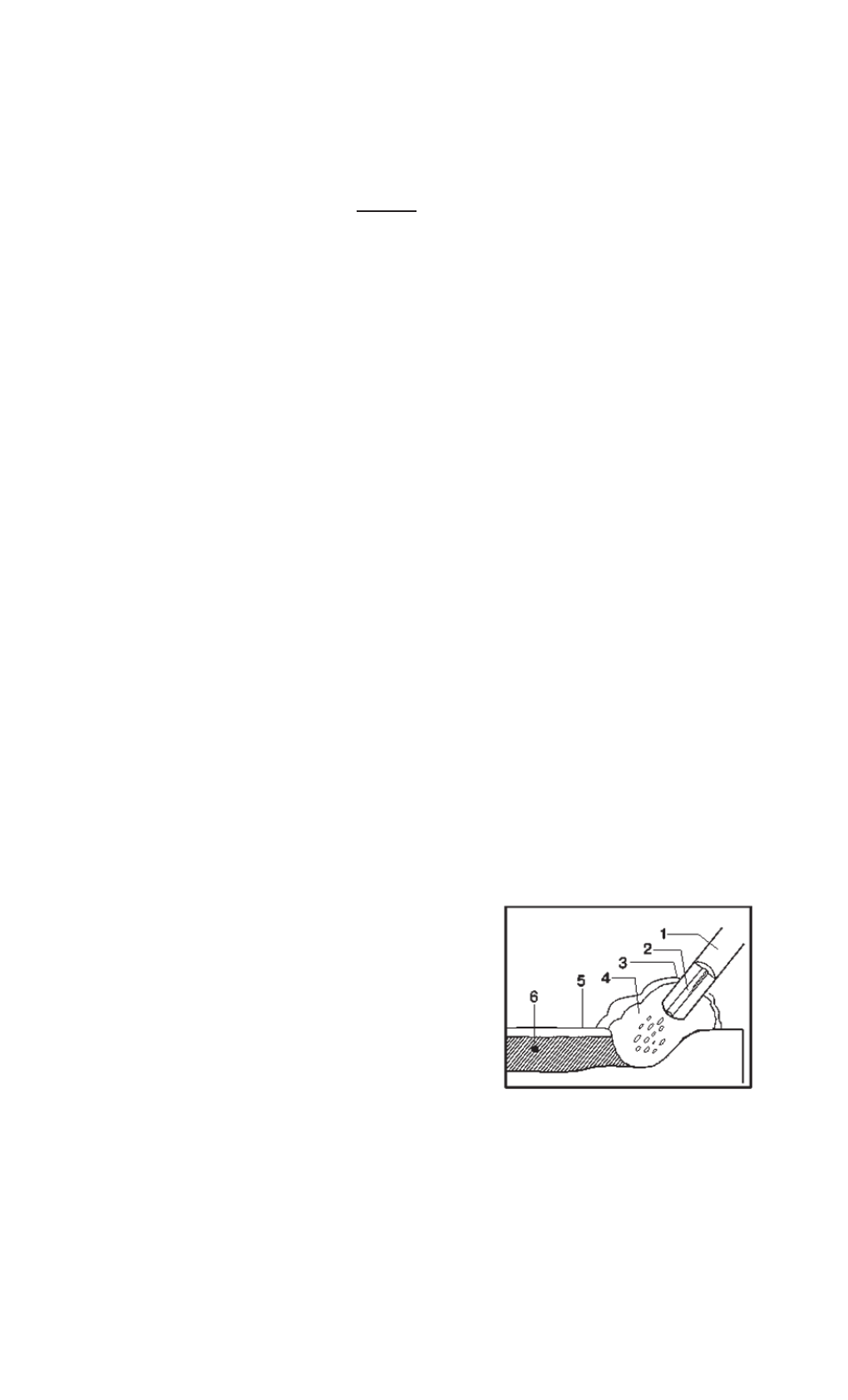
источника питания. Во время электродуговой сварки плавкий электрод
замыкает цепь, и создается дуга между концом электрода и свариваемой
деталью. Электрод представляет собой отрезок металлической проволоки,
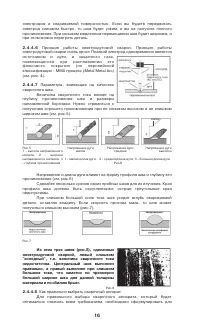
покрытый твердым флюсом. При возникновении дуги после касания концом
электрода свариваемой детали в шве возникает дуга, температура которой
составляет 3300° С и выше; при этом
расплавляются оба края свариваемых
деталей и сам электрод. Одновременно
испаряющееся флюсовое покрытие создает
вокруг шва газовую оболочку, защищая его
от загрязнения вредными примесями,
содержащимися в воздухе (см. рис. 3).
Затем происходит застывание флюса на
поверхности шва, и образуется шлак,
который портит вид шва, но если сбить
шлаковое покрытие обрубочным молотком,
под ним появится чистый шов.
В зависимости от вида электрода и
величины сварочного тока, могут появляться
капли металла, расположенные вдоль шва.
Большинство этих капель удаляются при
очистке шва жесткой проволочной щеткой, а
остальные можно удалить обрубочным
молотком или зубилом. Поддерживать
определенную скорость сварки почти так же
важно, как и необходимый зазор между
15
Рис. 3. Электрод представляет собой
отрезок металлической проволоки,
покрытой флюсом. Для того чтобы
зажечь дугу, электродом касаются
рабочей поверхности, а затем отводят
его на рабочее расстояние
1флюсовое покрытие,
2 проволока, 3защитный газ,
4затвердевший шлак, 5шов,
6основной металл, 7область дуги
Содержание
- 4 Содержание
- 5 ВНИМАНИЕ: ЭЛЕКТРОАГРЕГАТ ПОСТАВЛЯЕТСЯ БЕЗ ТОПЛИВА В; Тщательно изучите все правила данного руководства. Выполнение
- 6 Описание и работа; Описание и работа электроагрегата
- 11 НЕ ДОПУСКАЙТЕ К АГРЕГАТУ ДЕТЕЙ И ДОМАШНИХ ЖИВОТНЫХ,
- 21 Возможные неисправности и методы их устранения; Возможные неисправности и методы их устранения приведены в
- 23 Хранение; Условия хранения электроагрегата при перерывах в работе от 0 до
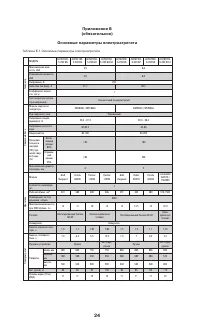
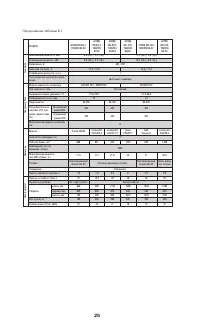
- 26 Приложение Б
- 33 Консервация
- 35 Движение электроагрегата при эксплуатации; Сведения о закреплении электроагрегата при эксплуатации
- 36 0 Учет работы электроагрегата
- 37 Учет замены неисправных деталей и узлов электроагрегата
- 38 Учет неисправностей (отказов) при эксплуатации
- 40 5 Сведения о рекламациях; Рекламационные претензии предъявляются заводуизготовителю в; 6 Особые отметки













