Страница 3 - СОДЕРЖАНИЕ; Памятка перед началом работы для TIG Lift сварки
СОДЕРЖАНИЕ 1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА ПО ЭКСПЛУАТАЦИИ 5 2. ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ 5 3. ОБЩЕЕ ОПИСАНИЕ 3.1. Общее описание оборудования 67 4. МЕРЫ БЕЗОПАСНОСТИ 4.1. Условия эксплуатации оборудования4.2. Меры безопасности при проведении сварочных работ4.3. Пожаровзрывобезопасность4.4. М...
Страница 5 - УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА; пользованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
5 REAL SMART ARC 1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА ПО ЭКСПЛУАТАЦИИ Пожалуйста, внимательно ознакомьтесь с данным руководством перед установкой и ис- пользованием оборудования. Руководство является неотъемлемой частью аппарата и должно сопровождать его при из- менении местоположения или перепр...
Страница 7 - Параметры для ММА сварки:
7 REAL SMART ARC 3.1. ОБЩЕЕ ОПИСАНИЕ ОБОРУДОВАНИЯ Инверторные сварочные аппараты REAL SMART ARC 160 (Z28103), REAL SMART ARC 200 (Z28303), REAL SMART ARC 220 (Z28403) предназначены для ручной дуговой сварки, наплавки покрытыми электродами и аргонодуговой сварки. Синергетические настройки в режиме ММ...
Страница 8 - ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
8 4. МЕРЫ БЕЗОПАСНОСТИ При неправильной эксплуатации оборудования процесс сварки представляет собой опас- ность для сварщика и людей, находящихся в пределах или рядом с рабочей зоной. При эксплуатации оборудования и последующей его утилизации необходимо соблюдать требования действующих государственн...
Страница 9 - склеиванию с роговицей.; ВНИМАНИЕ! После завершения работы убедитесь в безопасности ра-; материалы должны быть удалены из рабочей зоны.; МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ; дотвращения их падения.
9 REAL SMART ARC • Излучение сварочной дуги опасно для глаз и кожи. При сварке используйте сварочную маску, защитные очки и специальную одежду с длинными рукавами вместе с перчатками и головным убором. Одежда должна быть прочной, подходящей по размеру, из негорючего материала. Используйте прочную об...
Страница 10 - ВНИМАНИЕ! При поражении электрическим током прекратите сварку,
10 • Баллоны не должны подвергаться воздействию прямых солнечных лучей и резкому перепаду температур. Соблюдайте условия хранения и температурный режим, рекомендо-ванные для конкретного газа. • Баллоны должны находиться на значительном расстоянии от места сварки, чтобы избе- жать воздействия на них ...
Страница 11 - особенно внимательны при использовании кабелей большой длины.; ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
11 REAL SMART ARC • Соблюдайте требования по ограничению включения высокомощного оборудования и требования к параметрам питающей сети. Возможно использование дополнительных средств защиты, например, сетевых фильтров. • Не закручивайте сварочные провода вокруг себя или вокруг оборудования. Будьте осо...
Страница 12 - ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
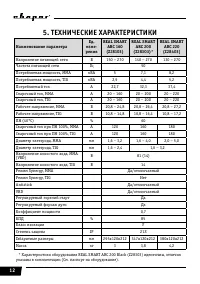
12 Наименование параметра Ед. изме- рения REAL SMART ARC 160 (Z28103) REAL SMART ARC 200 (Z28303)* REAL SMART ARC 220 (Z28403) Напряжение питающей сети В 150 – 270 140 – 270 130 – 270 Частота питающей сети Гц 50 Потребляемая мощность, ММА кВА 5 7,1 8,2 Потребляемая мощность, TIG кВА 2,9 4,4 5,2 Потр...
Страница 13 - На рисунке 6.1 показан вид аппарата спереди и сзади.
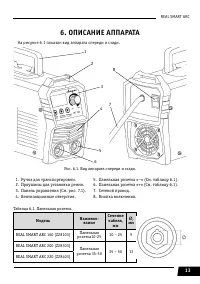
13 REAL SMART ARC 6. ОПИСАНИЕ АППАРАТА На рисунке 6.1 показан вид аппарата спереди и сзади. Рис. 6.1. Вид аппарата спереди и сзади. 1. Ручка для транспортировки.2. Проушины для установки ремня.3. Панель управления (См. рис. 7.1).4. Вентиляционные отверстия. 5. Панельная розетка «–» (См. таблицу 6.1)...
Страница 14 - ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ; На рисунке 7.1 показана передняя панель аппарата.
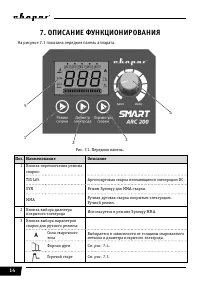
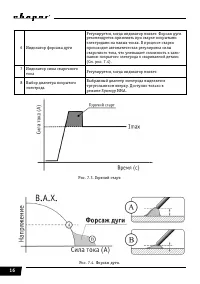
14 7. ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ На рисунке 7.1 показана передняя панель аппарата. Рис. 7.1. Передняя панель. Поз. Наименование Описание 1 Кнопка переключения режима сварки: TIG Lift Аргонодуговая сварка неплавящимся электродом DC. SYN Режим Synergy для ММА сварки. ММА Ручная дуговая сварка покрытым ...
Страница 15 - На рисунке 7.2 показан экран параметров аппарата.
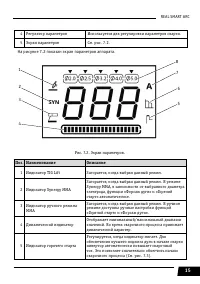
15 REAL SMART ARC 4 Регулятор параметров Используется для регулировки параметров сварки. 5 Экран параметров См. рис. 7.2. На рисунке 7.2 показан экран параметров аппарата. Рис. 7.2. Экран параметров. Поз. Наименование Описание 1 Индикатор TIG Lift Загорается, когда выбран данный режим. 2 Индикатор S...
Страница 17 - Инверторные сварочные аппараты обладают следующими функциями:; Аппарат позволяет включать/выключать
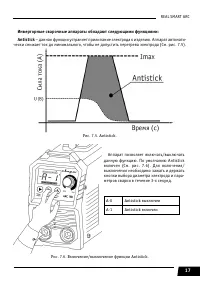
17 REAL SMART ARC Инверторные сварочные аппараты обладают следующими функциями: Antistick – данная функция устраняет прилипание электрода к изделию. Аппарат автомати- чески снижает ток до минимального, чтобы не допустить перегрева электрода (См. рис. 7.5). Рис. 7.5. Antistick. Аппарат позволяет вклю...
Страница 18 - – это функция, снижающая выходное напряжение хо-
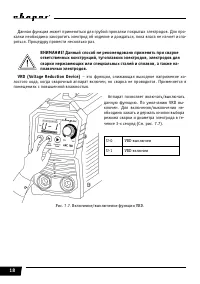
18 Данная функция может применяться для грубой прокалки покрытых электродов. Для про- калки необходимо закоротить электрод об изделие и дождаться, пока влага не начнет испа-ряться. Процедуру провести несколько раз. ВНИМАНИЕ! Данный способ не рекомендовано применять при сварке ответственных конструкц...
Страница 19 - ПОРЯДОК УСТАНОВКИ И ПЕРЕНОСКИ; поломки оборудования.; ВНИМАНИЕ! Не переносите сварочный аппарат грузоподъёмными
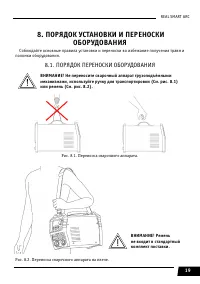
19 REAL SMART ARC 8. ПОРЯДОК УСТАНОВКИ И ПЕРЕНОСКИ ОБОРУДОВАНИЯ Соблюдайте основные правила установки и переноски во избежание получения травм и поломки оборудования. 8.1. ПОРЯДОК ПЕРЕНОСКИ ОБОРУДОВАНИЯ ВНИМАНИЕ! Не переносите сварочный аппарат грузоподъёмными механизмами, используйте ручку для тран...
Страница 20 - ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ ОТ СТЕН; ВНИМАНИЕ! Не устанавливайте аппарат очень близко к стенам, это; ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ НА ПОВЕРХНОСТИ; ВНИМАНИЕ! Не превышайте угол наклона в 15 °во избежание
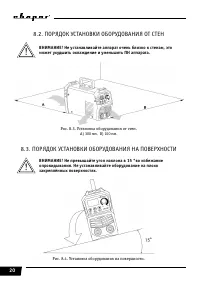
20 8.2. ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ ОТ СТЕН ВНИМАНИЕ! Не устанавливайте аппарат очень близко к стенам, это может ухудшить охлаждение и уменьшить ПН аппарата. Рис. 8.3. Установка оборудования от стен. А) 300 мм. В) 100 мм. 8.3. ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ НА ПОВЕРХНОСТИ ВНИМАНИЕ! Не превышайте ...
Страница 21 - ПОДГОТОВКА АППАРАТА К РАБОТЕ; Подсоедините сетевой кабель к электро-; Подключение сварочного аппарата к электрической сети может
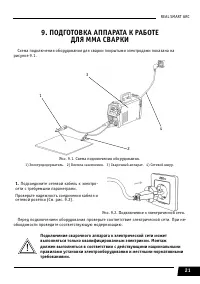
21 REAL SMART ARC 9. ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ ММА СВАРКИ Схема подключения оборудования для сварки покрытыми электродами показана на рисунке 9.1. Рис. 9.1. Схема подключения оборудования. 1) Электрододержатель. 2) Клемма заземления. 3) Сварочный аппарат. 4) Сетевой шнур. 1. Подсоедините сете...
Страница 22 - При неплотном подсоединении кабелей возможны выгорания
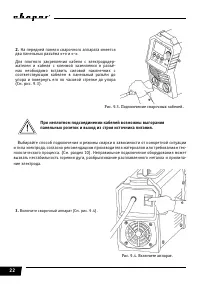
22 2. На передней панели сварочного аппарата имеется два панельных разъёма «+» и «-». Для плотного закрепления кабеля с электрододер- жателем и кабеля с клеммой заземления в разъё- мах необходимо вставить силовой наконечник с соответствующим кабелем в панельный разъём до упора и повернуть его по час...
Страница 23 - выделяется треугольником вверху.
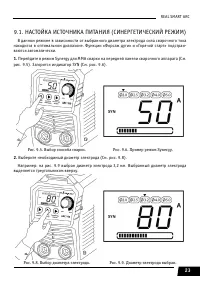
23 REAL SMART ARC 9.1. НАСТОЙКА ИСТОЧНИКА ПИТАНИЯ (СИНЕРГЕТИЧЕСКИЙ РЕЖИМ) В данном режиме в зависимости от выбранного диаметра электрода сила сварочного тока находится в оптимальном диапазоне. Функции «Форсаж дуги» и «Горячий старт» подстраи-ваются автоматически. 1. Перейдите в режим Synergy для ММА...
Страница 26 - ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ
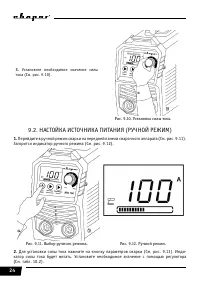
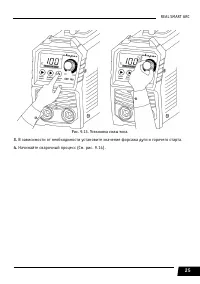
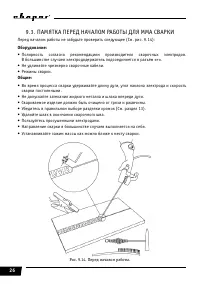
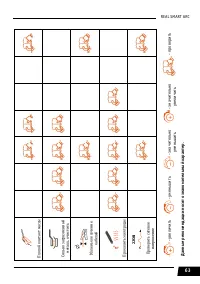
26 9.3. ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ Перед началом работы не забудьте проверить следующее (См. рис. 9.14): Оборудование: • Полярность согласно рекомендациям производителя сварочных электродов. В большинстве случаев электрододержатель подсоединяется в разъём «+». • Не удлиняйте чрезмер...
Страница 27 - ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ; Данные рекомендации носят ознакомительный характер.; • касанием электрода впритык и отведением его вверх
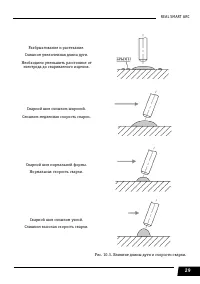
27 REAL SMART ARC 10. ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ Данные рекомендации носят ознакомительный характер. Возбуждение дуги осуществляется при кратковременном прикосновении конца электрода к изделию и отведению его на требуемое расстояние. Технически этот процесс можно осу-ществлять двумя приемами:...
Страница 30 - дуги вплоть до частых кратковременных замыканий.
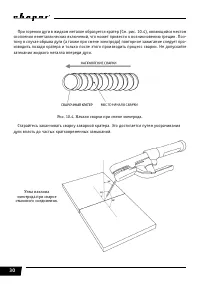
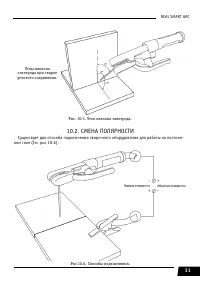
30 При горении дуги в жидком металле образуется кратер (См. рис. 10.4), являющийся местом скопления неметаллических включений, что может привести к возникновению трещин. Поэ-тому в случае обрыва дуги (а также при смене электрода) повторное зажигание следует про-изводить позади кратера и только после...
Страница 33 - Сварка в один проход
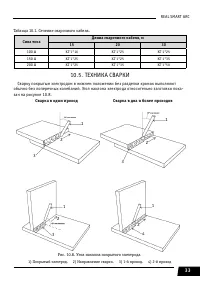
33 REAL SMART ARC Таблица 10.1. Сечение сварочного кабеля. Сила тока Длина сварочного кабеля, м 15 20 30 100 А КГ 1*16 КГ 1*25 КГ 1*25 150 А КГ 1*25 КГ 1*25 КГ 1*35 200 А КГ 1*25 КГ 1*35 КГ 1*50 10.5. ТЕХНИКА СВАРКИ Сварку покрытым электродом в нижнем положении без разделки кромок выполняют обычно б...
Страница 34 - ВЫБОР ПОКРЫТОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; ла при сварке в нижнем положении показана в таблице 10.2.
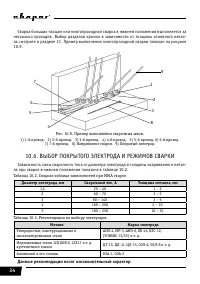
34 Сварка больших толщин или многопроходная сварка в нижнем положении выполняется за несколько проходов. Выбор разделки кромок в зависимости от толщины основного метал-ла смотрите в разделе 13. Пример выполнения многопроходной сварки показан на рисунке 10.9. Рис. 10.9. Пример выполнения сварочных шв...
Страница 35 - ПОДГОТОВКА АППАРАТА ДЛЯ TIG LIFT СВАРКИ
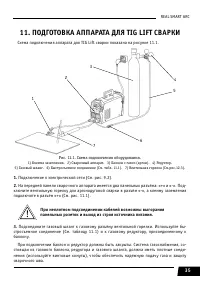
35 REAL SMART ARC 11. ПОДГОТОВКА АППАРАТА ДЛЯ TIG LIFT СВАРКИ Схема подключения аппарата для TIG Lift сварки показана на рисунке 11.1. Рис. 11.1. Схема подключения оборудования. 1) Клемма заземления. 2) Сварочный аппарат. 3) Баллон с газом (аргон). 4) Редуктор. 5) Газовый шланг. 6) Быстросъемное сое...
Страница 36 - Перейдите в режим TIG на передней па-
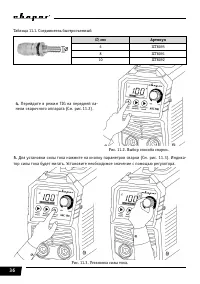
36 Таблица 11.1. Соединитель быстросъемный Ø , мм Артикул 6 IZT8095 8 IZT8091 10 IZT8092 4. Перейдите в режим TIG на передней па- нели сварочного аппарата (См. рис.11.2). Рис. 11.2. Выбор способа сварки. 5. Для установки силы тока нажмите на кнопку параметров сварки (См. рис. 11.3). Индика- тор силы...
Страница 37 - С помощью регулятора
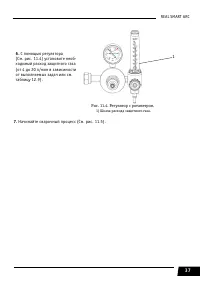
37 REAL SMART ARC 6. С помощью регулятора (См. рис. 11.4) установите необ-ходимый расход защитного газа (от 4 до 20 л/мин в зависимости от выполняемых задач или см. таблицу 12.9). Рис. 11.4. Регулятор с ротаметром. 1) Шкала расхода защитного газа. 7. Начинайте сварочный процесс (См. рис. 11.5). 1
Страница 38 - ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ TIG Lift СВАРКИ
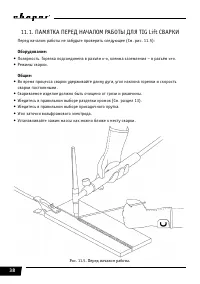
38 11.1. ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ TIG Lift СВАРКИ Перед началом работы не забудьте проверить следующее (См. рис. 11.5): Оборудование: • Полярность. Горелка подсоединена в разъём «-», клемма заземления – в разъём «+».• Режимы сварки. Общие: • Во время процесса сварки удерживайте длину дуги, у...
Страница 39 - ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ TIG LIFT СВАРКИ; Наименование показателя; и другие смеси газов.
39 REAL SMART ARC 12. ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ TIG LIFT СВАРКИ Аргонодуговая сварка в инертном газе неплавящимся электродом позволяет сваривать углеродистые, нержавеющие, разнородные, цветные металлы и сплавы. Основной газ, при-меняемый при TIG сварке, – это аргон. Аргон (Ar) – это инертный газ без цв...
Страница 41 - стандартную комплектацию горелки:
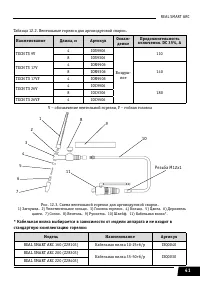
41 REAL SMART ARC Таблица 12.2. Вентильные горелки для аргонодуговой сварки. Наименование Длина, м Артикул Охлаж- дение Продолжительность включения. DC 35%, А TECH TS 9V 4 IOS9906 Воздуш- ное 110 8 IOS9306 TECH TS 17V 4 ION9906 140 8 ION9306 TECH TS 17VF 4 ION9506 TECH TS 26V 4 IOC9906 180 8 IOC9306...
Страница 42 - РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК; чения шва необходимого качества.; В таблице представлены наиболее часто используемые позиции
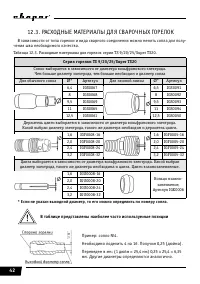
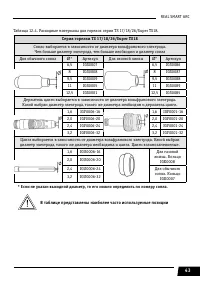
42 12.3. РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК В зависимости от типа горелки и вида сварного соединения можно менять сопла для полу- чения шва необходимого качества. Таблица 12.3. Расходные материалы для горелок серии TS 9/20/25/Super TS20. Серия горелки TS 9/20/25/Super TS20 Сопло выбирается в ...
Страница 44 - ВОЛЬФРАМОВОГО ЭЛЕКТРОДА; Выбор выпуска электрода:
44 12.4. ОСОБЕННОСТИ ЗАТОЧКИ И ВЫПУСКА ВОЛЬФРАМОВОГО ЭЛЕКТРОДА При TIG сварке необходимо помнить, что неплавящийся электрод в процессе сварки изнашивается и теряет форму, поэтому его необходимо затачивать, а также регулировать величину вылета относительно сопла горелки. Необходимо правильно подбират...
Страница 45 - Внешний вид дуги
45 REAL SMART ARC Таблица 12.5. Влияние угла заточки вольфрамового электрода на постоянном токе. Внешний вид дуги Описание Широкая дуга, средняя глубина проплавления, четкий столб дуги, средняя зона термического влияния. Используется в большинстве случаев. Угол заточки может быть в пределах 15-30 °....
Страница 46 - мм
46 Угол без специальных приспособлений можно выбрать по длине заточки (См. табл. 12.6). Таблица 12.6. Определение угла заточки. Диаметр электрода, мм Угол,°/длина заточки, мм 15 30 45 60 1,6 6 3 2 1,4 2,0 7,6 3,8 2,4 1,7 2,4 9,1 4,5 3,1 2 3,0 11,4 5,6 3,6 2,6 3,2 12 6,0 3,9 2,8 4,0 15,2 7,5 4,8 3,5 ...
Страница 47 - стандартной; воздушный
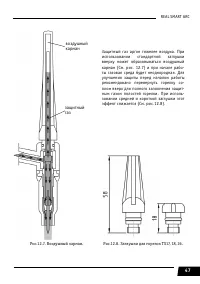
47 REAL SMART ARC Защитный газ аргон тяжелее воздуха. При использовании стандартной заглушки вверху может образовываться воздушный карман (См. рис. 12.7) и при начале рабо-ты газовая среда будет неоднородная. Для улучшения защиты перед началом работы рекомендовано перевернуть горелку со-плом вверх д...
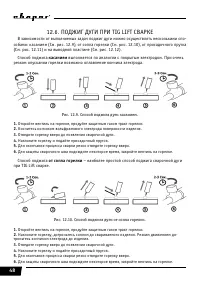
Страница 48 - Способ поджига; касанием; выполняется по аналогии с покрытым электродом. При очень; от сопла горелки; – наиболее простой способ поджига сварочной дуги
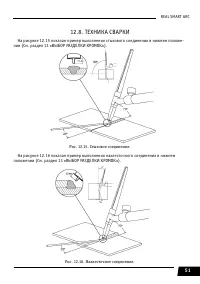
48 12.6. ПОДЖИГ ДУГИ ПРИ TIG LIFT СВАРКЕ В зависимости от выполняемых задач поджиг дуги можно осуществлять несколькими спо- собами: касанием (См. рис. 12.9), от сопла горелки (См. рис. 12.10), от присадочного прутка (См. рис. 12.11) и на выводной пластине (См. рис. 12.12). Способ поджига касанием вы...
Страница 49 - от присадочного прутка; используется, если предъявляются повышен-; на выводной пластине; используется, если предъявляются повышенные
49 REAL SMART ARC Способ поджига от присадочного прутка используется, если предъявляются повышен- ные требования к качеству сварного шва. Рис. 12.11. Способ поджига дуги от присадочного прутка. 1. Откройте вентиль на горелке, продуйте защитным газом тракт горелки. 2. Подведите присадочный пруток и к...
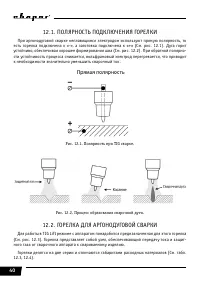
Страница 50 - ОСОБЕННОСТИ ПОЗИЦИОНИРОВАНИЯ СВАРОЧНОЙ ГОРЕЛКИ; При аргонодуговой сварке также следует не забывать про противо-; составу основного металла.
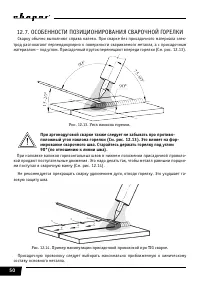
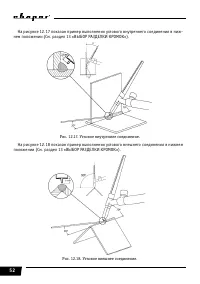
50 12.7. ОСОБЕННОСТИ ПОЗИЦИОНИРОВАНИЯ СВАРОЧНОЙ ГОРЕЛКИ Сварку обычно выполняют справа налево. При сварке без присадочного материала элек- трод располагают перпендикулярно к поверхности свариваемого металла, а с присадочным материалом – под углом. Присадочный пруток перемещают впереди горелки (См. р...
Страница 53 - ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ
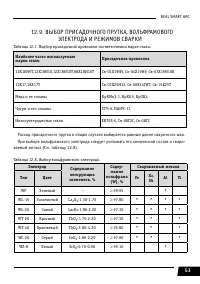
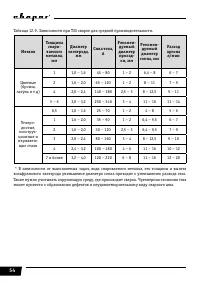
53 REAL SMART ARC 12.9. ВЫБОР ПРИСАДОЧНОГО ПРУТКА, ВОЛЬФРАМОВОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ Таблица 12.7. Подбор присадочной проволоки соответственно марке стали. Наиболее часто используемые марки стали Присадочная проволока 12Х18Н9Т,12Х18Н10,12Х18Н10Т,08Х18Н10Т Св-01Х19Н9, Св-04Х19Н9, Св-07Х19Н10Б ...
Страница 55 - ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
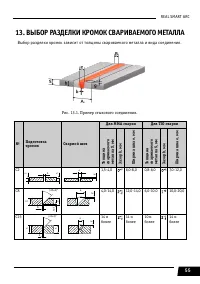
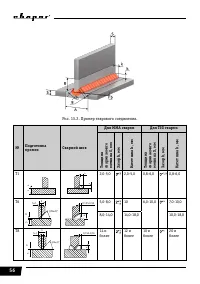
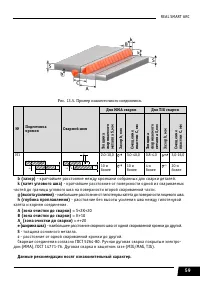
55 REAL SMART ARC 13. ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА Выбор разделки кромок зависит от толщины свариваемого металла и вида соединения. Рис. 13.1. Пример стыкового соединения. № Подготовка кромок Сварной шов Для MMA сварки Для TIG сварки Толщина свариваемого металла S, мм Зазор b, мм Ширин...
Страница 59 - - кратчайшее расстояние от поверхности одной из свариваемых
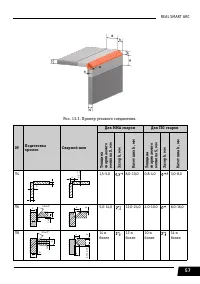
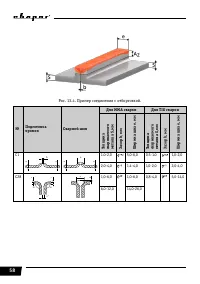
59 REAL SMART ARC Рис. 13.5. Пример нахлесточного соединения. № Подготовка кромок Сварной шов Для MMA сварки Для TIG сварки Толщина свариваемого металла S, мм Зазор b, мм Смещение пластин C, мм Толщина свариваемого металла S, мм Зазор b, мм Смещение пластин C, мм Н1 s с b s k k b 2,0-10,0 3,0-40,0 0...
Страница 61 - уменьшить
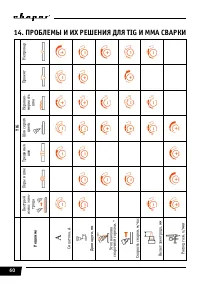
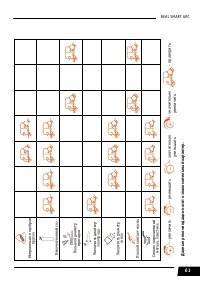
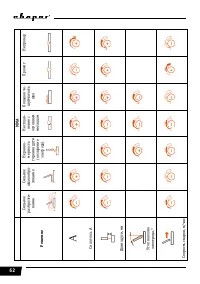
61 REAL SMART ARC Неправильно подобран пр ут ок Нек ачес твенный г аз Большой диамет р приса дки Увели чить диамет р элек трода Увели чить диамет р сопла Плох ой к онт ак т мас сы Сильно загрязненный мет алл, о чис тить - увеличить Данные рекомендации носят ознакомительный характер. - проверить - ум...
Страница 64 - КОНТРОЛЬ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ; собами, не прибегая к лабораторным испытаниям.
64 15. КОНТРОЛЬ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ Данные рекомендации носят ознакомительный характер. Прочностные характеристики и структуру сварного шва можно проверить простыми спо- собами, не прибегая к лабораторным испытаниям. 15.1. ПРОВЕРКА СОЕДИНЕНИЯ НА ИЗЛОМ Данное испытание позволяет проверить со...
Страница 65 - ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ; Состав для травления:
65 REAL SMART ARC 15.2. ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ Металлографическому исследованию подвергаются стыковые, тавровые и угловые соеди- нения для выявления возможных внутренних дефектов, а также для установления глубины проплавления и структуры металла шва. Шлифование производят последов...
Страница 66 - ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.; Периодичность; Общие рекомендации
66 16. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ВНИМАНИЕ! Для выполнения технического обслуживания требуется обладать про- фессиональными знаниями в области электрики и знать правила техники безопасно- сти. Специалисты должны иметь допуски к проведению таких работ. Периодичность Мероприятия по техническому обслужив...
Страница 67 - УСТРАНЕНИЕ НЕПОЛАДОК; ВНИМАНИЕ! Ремонт данного сварочного оборудования в случае; Неисправность
67 REAL SMART ARC 17. УСТРАНЕНИЕ НЕПОЛАДОК ВНИМАНИЕ! Ремонт данного сварочного оборудования в случае его поломки может осуществляться только квалифицированным техническим персоналом. Неисправность Методы устранения Индикатор сети не горит, нет сварочной дуги, встроенный вентилятор не работает. Нет н...
Страница 69 - правилами перевозок, действующими на каждом виде транспорта.; Внимание! Перед использованием изделия ВНИМАТЕЛЬНО изучите
69 REAL SMART ARC 19. ТРАНСПОРТИРОВКА Аппарат может транспортироваться всеми видами закрытого транспорта в соответствии с правилами перевозок, действующими на каждом виде транспорта. Условия транспортирования при воздействии климатических факторов: – температура окружающего воздуха от -30 до +55 °С;...




















 СВАРОГ REAL ARC 160
Инструкция по эксплуатации
СВАРОГ REAL ARC 160
Инструкция по эксплуатации
 СВАРОГ REAL ARC 200
Инструкция по эксплуатации
СВАРОГ REAL ARC 200
Инструкция по эксплуатации
 СВАРОГ REAL ARC 200 BLACK
Инструкция по эксплуатации
СВАРОГ REAL ARC 200 BLACK
Инструкция по эксплуатации
 СВАРОГ REAL ARC 220
Инструкция по эксплуатации
СВАРОГ REAL ARC 220
Инструкция по эксплуатации
 СВАРОГ REAL SMART ARC 220
Инструкция по эксплуатации
СВАРОГ REAL SMART ARC 220
Инструкция по эксплуатации
 СВАРОГ REAL ARC 250
Инструкция по эксплуатации
СВАРОГ REAL ARC 250
Инструкция по эксплуатации
 СВАРОГ REAL MIG 200 (N24002N)
Инструкция по эксплуатации
СВАРОГ REAL MIG 200 (N24002N)
Инструкция по эксплуатации
 СВАРОГ REAL SMART MIG 200 (N2A5)
Инструкция по эксплуатации
СВАРОГ REAL SMART MIG 200 (N2A5)
Инструкция по эксплуатации
 СВАРОГ REAL ARC 250 D
Инструкция по эксплуатации
СВАРОГ REAL ARC 250 D
Инструкция по эксплуатации
 СВАРОГ REAL SMART MIG 200 BLACK (N2A5)
Инструкция по эксплуатации
СВАРОГ REAL SMART MIG 200 BLACK (N2A5)
Инструкция по эксплуатации
 СВАРОГ REAL TIG 200 P AC/DC (E20101)
Инструкция по эксплуатации
СВАРОГ REAL TIG 200 P AC/DC (E20101)
Инструкция по эксплуатации
 СВАРОГ PRO MIG 200 SYNERGY (N229)
Инструкция по эксплуатации
СВАРОГ PRO MIG 200 SYNERGY (N229)
Инструкция по эксплуатации
 СВАРОГ REAL ARC 500
Инструкция по эксплуатации
СВАРОГ REAL ARC 500
Инструкция по эксплуатации
 СВАРОГ MIG 250 "TECH" (N257)
Инструкция по эксплуатации
СВАРОГ MIG 250 "TECH" (N257)
Инструкция по эксплуатации
 СВАРОГ TECH TIG 315 P DSP AC/DC (E106)
Инструкция по эксплуатации
СВАРОГ TECH TIG 315 P DSP AC/DC (E106)
Инструкция по эксплуатации
 СВАРОГ MIG 350 "TECH" (N258)
Инструкция по эксплуатации
СВАРОГ MIG 350 "TECH" (N258)
Инструкция по эксплуатации
 СВАРОГ TECH MIG 3500 (N222)
Инструкция по эксплуатации
СВАРОГ TECH MIG 3500 (N222)
Инструкция по эксплуатации
 СВАРОГ TIG 500 P DSP AC/DC (J1210)
Инструкция по эксплуатации
СВАРОГ TIG 500 P DSP AC/DC (J1210)
Инструкция по эксплуатации
 СВАРОГ CUT 45 "PRO" (L202)
Инструкция по эксплуатации
СВАРОГ CUT 45 "PRO" (L202)
Инструкция по эксплуатации
 СВАРОГ CUT 160 (L307)
Инструкция по эксплуатации
СВАРОГ CUT 160 (L307)
Инструкция по эксплуатации