СВАРОГ PRO TIG 300 P (W232) - инструкции и руководства

Сварочное оборудование СВАРОГ PRO TIG 300 P (W232) - инструкции пользователя по применению, эксплуатации и установке на русском языке читайте онлайн в формате pdf
Инструкции:
Инструкция по эксплуатации СВАРОГ PRO TIG 300 P (W232)




















Краткое содержание
СОДЕРЖАНИЕ 1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА ПОЭКСПЛУАТАЦИИ 5 2. ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ 5 3. ОБЩЕЕ ОПИСАНИЕ 3.1. Общее описание оборудования 67 4. МЕРЫ БЕЗОПАСНОСТИ 4.1. Условия эксплуатации оборудования4.2. Меры безопасности при проведении сварочных работ4.3. Пожаровзрывобезопасность4.4. Ме...
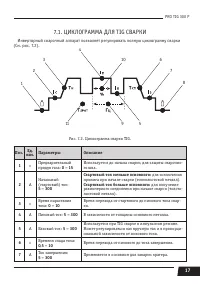
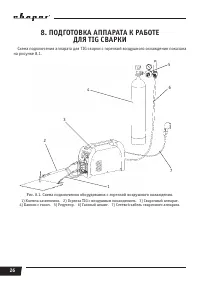
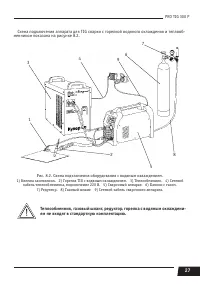
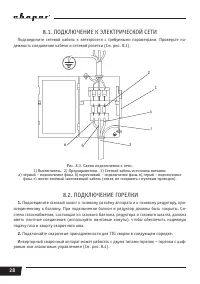
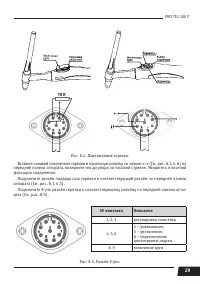
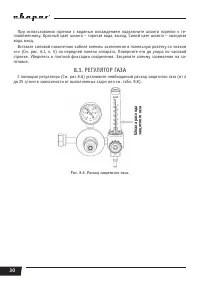
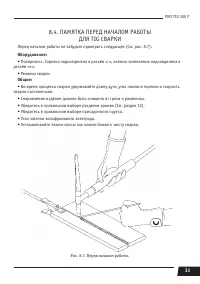
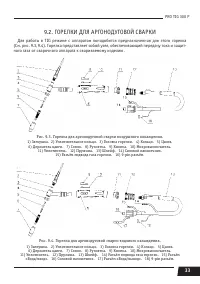
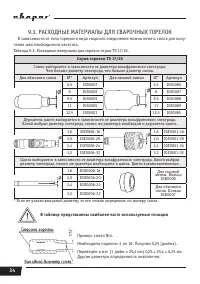
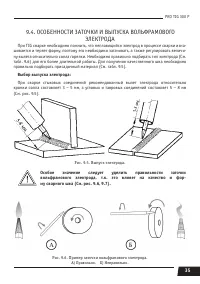
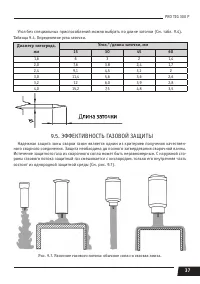
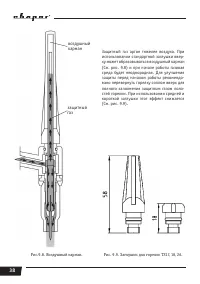
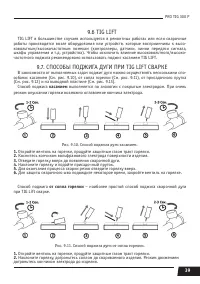
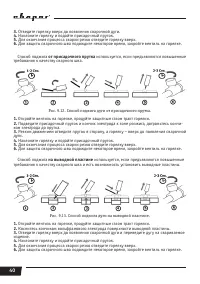
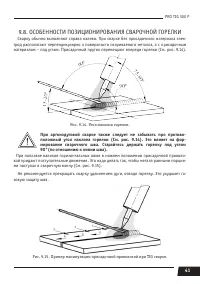
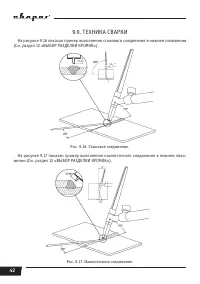
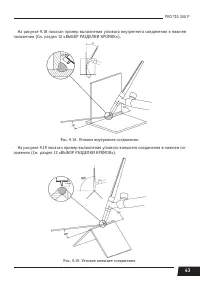
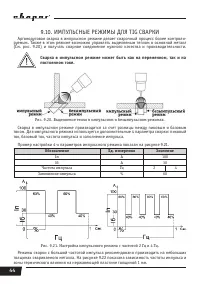
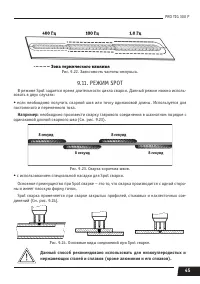
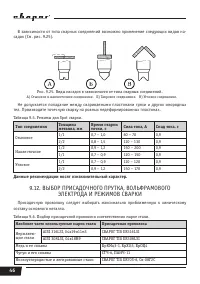
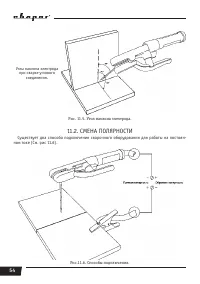
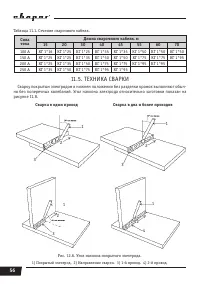
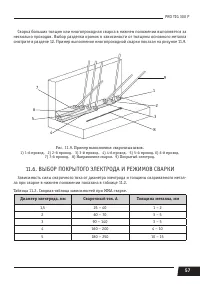
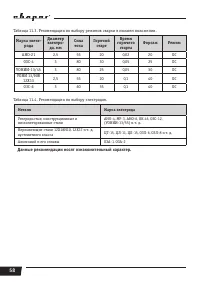
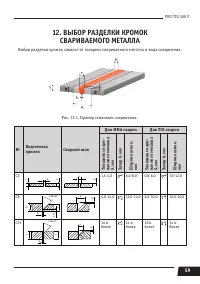
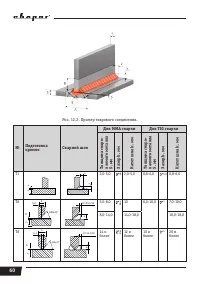
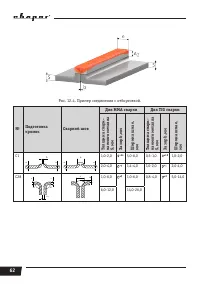
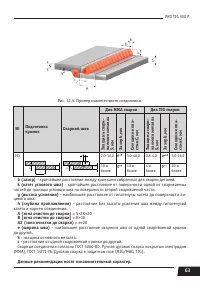
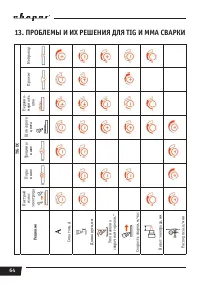
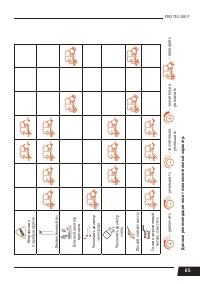
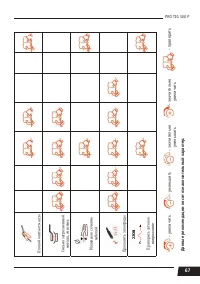
9.4. Особенности заточки и выпуска вольфрамового электрода9.5. Эффективность газовой защиты9.6. TIG LIFT9.7. Способы поджига дуги при TIG Lift сварке9.8. Особенности позиционирования сварочной горелки9.9. Техника сварки9.10. Импульсные режимы для TIG сварки9.11. Режим SPOT9.12. Выбор присадочного пр...
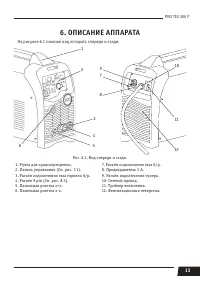
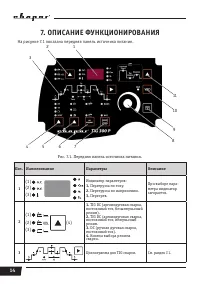
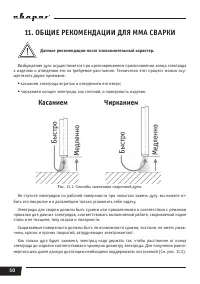
5 PRO TIG 300 P 1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА ПО ЭКСПЛУАТАЦИИ Пожалуйста, внимательно ознакомьтесь с данным руководством перед установкой и ис- пользованием оборудования. Руководство является неотъемлемой частью оборудования и должно сопровождать его при изменении местоположения или переп...
СВАРОГ Сварочное оборудование Инструкции
-
 СВАРОГ REAL ARC 160
Инструкция по эксплуатации
СВАРОГ REAL ARC 160
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 200
Инструкция по эксплуатации
СВАРОГ REAL ARC 200
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 200 BLACK
Инструкция по эксплуатации
СВАРОГ REAL ARC 200 BLACK
Инструкция по эксплуатации
-
 СВАРОГ REAL SMART ARC 200
Инструкция по эксплуатации
СВАРОГ REAL SMART ARC 200
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 220
Инструкция по эксплуатации
СВАРОГ REAL ARC 220
Инструкция по эксплуатации
-
 СВАРОГ REAL SMART ARC 220
Инструкция по эксплуатации
СВАРОГ REAL SMART ARC 220
Инструкция по эксплуатации
-
 СВАРОГ PRO ARC 180 (Z208S)
Инструкция по эксплуатации
СВАРОГ PRO ARC 180 (Z208S)
Инструкция по эксплуатации
-
 СВАРОГ ARC 200 (Z209S)
Инструкция по эксплуатации
СВАРОГ ARC 200 (Z209S)
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 250
Инструкция по эксплуатации
СВАРОГ REAL ARC 250
Инструкция по эксплуатации
-
 СВАРОГ REAL TIG 200 (W223)
Инструкция по эксплуатации
СВАРОГ REAL TIG 200 (W223)
Инструкция по эксплуатации
-
 СВАРОГ REAL MIG 160 (N24001N)
Инструкция по эксплуатации
СВАРОГ REAL MIG 160 (N24001N)
Инструкция по эксплуатации
-
 СВАРОГ TECH ARC 205 B (Z203)
Инструкция по эксплуатации
СВАРОГ TECH ARC 205 B (Z203)
Инструкция по эксплуатации
-
 СВАРОГ REAL MIG 200 (N24002N)
Инструкция по эксплуатации
СВАРОГ REAL MIG 200 (N24002N)
Инструкция по эксплуатации
-
 СВАРОГ MIG 200 REAL (N24002)
Инструкция по эксплуатации
СВАРОГ MIG 200 REAL (N24002)
Инструкция по эксплуатации
-
 СВАРОГ ARC 250 (Z285)
Инструкция по эксплуатации
СВАРОГ ARC 250 (Z285)
Инструкция по эксплуатации
-
 СВАРОГ REAL SMART MIG 200 (N2A5)
Инструкция по эксплуатации
СВАРОГ REAL SMART MIG 200 (N2A5)
Инструкция по эксплуатации
-
 СВАРОГ PRO TIG 180 DSP (W206)
Инструкция по эксплуатации
СВАРОГ PRO TIG 180 DSP (W206)
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 250 D
Инструкция по эксплуатации
СВАРОГ REAL ARC 250 D
Инструкция по эксплуатации
-
 СВАРОГ REAL SMART MIG 200 BLACK (N2A5)
Инструкция по эксплуатации
СВАРОГ REAL SMART MIG 200 BLACK (N2A5)
Инструкция по эксплуатации
-
 СВАРОГ PRO TIG 200 DSP (W207)
Инструкция по эксплуатации
СВАРОГ PRO TIG 200 DSP (W207)
Инструкция по эксплуатации