Страница 3 - СОДЕРЖАНИЕ
СОДЕРЖАНИЕ 1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА ПОЭКСПЛУАТАЦИИ 5 2. ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ 5 3. ОБЩЕЕ ОПИСАНИЕ 3.1. Общее описание оборудования 67 4. МЕРЫ БЕЗОПАСНОСТИ 4.1. Условия эксплуатации оборудования4.2. Меры безопасности при проведении сварочных работ4.3. Пожаровзрывобезопасность4.4. Ме...
Страница 5 - пользованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
5 MIG 500 (N388) 1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА ПО ЭКСПЛУАТАЦИИ Пожалуйста, внимательно ознакомьтесь с данным руководством перед установкой и ис- пользованием оборудования. Руководство является неотъемлемой частью аппарата и должно сопровождать его при из- менении местоположения или перепр...
Страница 8 - подзарядки батарей или аккумуляторов, запуска двигателей.; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
8 4. МЕРЫ БЕЗОПАСНОСТИ При неправильной эксплуатации оборудования процесс сварки представляет собой опас- ность для сварщика и людей, находящихся в пределах или рядом с рабочей зоной. При эксплуатации оборудования и последующей его утилизации необходимо соблюдать требования действующих государственн...
Страница 9 - МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
9 MIG 500 (N388) • Излучение сварочной дуги опасно для глаз и кожи. При сварке используйте свароч- ную маску, защитные очки и специальную одежду с длинными рукавами вместе с перчатками и головным убором. Одежда должна быть прочной, подходящей по размеру, из негорючего материала. Используйте прочную ...
Страница 11 - ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
11 MIG 500 (N388) • Соблюдайте требования по ограничению включения высокомощного оборудования и требования к параметрам питающей сети. Возможно использование дополнительных средств защиты, например, сетевых фильтров. • Не закручивайте сварочные провода вокруг себя или вокруг оборудования. Будьте осо...
Страница 12 - ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Наименование параметра
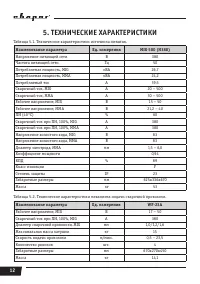
12 5. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Таблица 5.1. Технические характеристики источника питания. Наименование параметра Ед. измерения MIG 500 (N388) Напряжение питающей сети В 380 Частота питающей сети Гц 50 Потребляемая мощность, MIG кВА 26,7 Потребляемая мощность, MMA кВА 24,2 Потребляемый ток А 39,5 С...
Страница 13 - На рисунке 6.1 показан вид источника питания спереди и сзади.
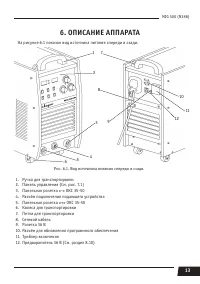
13 MIG 500 (N388) 6. ОПИСАНИЕ АППАРАТА На рисунке 6.1 показан вид источника питания спереди и сзади. Рис. 6.1. Вид источника питания спереди и сзади. 1. Ручка для транспортировки2. Панель управления (См. рис. 7.1)3. Панельная розетка «-» ОКС 35-504. Разъём подключения подающего устройства5. Панельна...
Страница 14 - На рисунке 6.2 показан вид подающего устройства спереди и сзади.
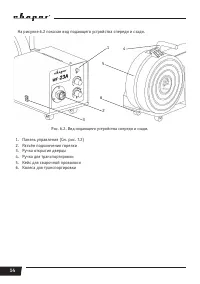
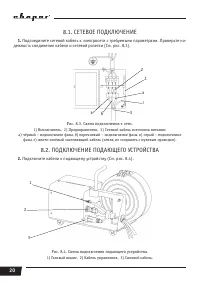
14 На рисунке 6.2 показан вид подающего устройства спереди и сзади. Рис. 6.2. Вид подающего устройства спереди и сзади. 1. Панель управления (См. рис. 7.2)2. Разъём подключения горелки3. Ручка открытия дверцы4. Ручка для транспортировки5. Кейс для сварочной проволоки6. Колеса для транспортировки 1 5...
Страница 15 - ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ; На рисунке 7.1 показана передняя панель источника питания.
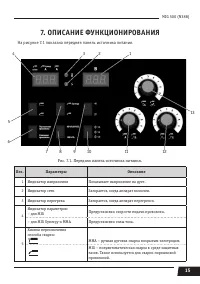
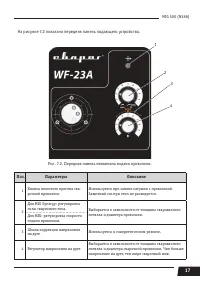
15 MIG 500 (N388) 7. ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ На рисунке 7.1 показана передняя панель источника питания. Рис. 7.1. Передняя панель источника питания. Поз. Параметры Описание 1 Индикатор напряжения Показывает напряжение на дуге. 2 Индикатор сети Загорается, когда аппарат включен. 3 Индикатор перегре...
Страница 16 - Synergy
16 6 Кнопка выбора типа проволоки: При использовании порошковой проволоки. Используется в синергетическом режиме. При использовании сплошной проволоки (омедненная, стальная, нержавеющая). Используется в синергетическом режиме. 7 Кнопка выбора режима работы: Синергетический режим. Напряжение на дуге ...
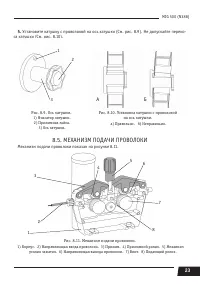
Страница 23 - Механизм подачи проволоки показан на рисунке 8.11.
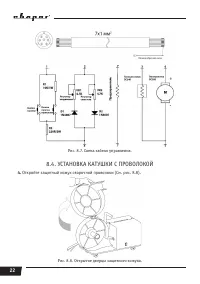
23 MIG 500 (N388) 5. Установите катушку с проволокой на ось катушки (См. рис. 8.9). Не допускайте переко- са катушки (См. рис. 8.10). Рис. 8.9. Ось катушки. 1) Фиксатор катушки. 2) Прижимная гайка. 3) Ось катушки. Рис. 8.10. Установка катушки с проволокой на ось катушки. а) Правильно. б) Неправильно...
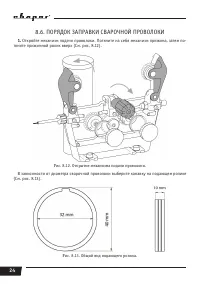
Страница 24 - ПОРЯДОК ЗАПРАВКИ СВАРОЧНОЙ ПРОВОЛОКИ
24 8.6. ПОРЯДОК ЗАПРАВКИ СВАРОЧНОЙ ПРОВОЛОКИ 1. Откройте механизм подачи проволоки. Потяните на себя механизм прижима, затем по- тяните прижимной ролик вверх (См. рис. 8.12). Рис. 8.12. Открытие механизма подачи проволоки. В зависимости от диаметра сварочной проволоки выберите канавку на подающем ро...
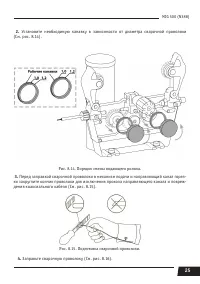
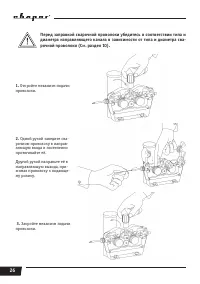
Страница 28 - чески в зависимости от выбранной силы тока.; сти от типа свариваемого металла.
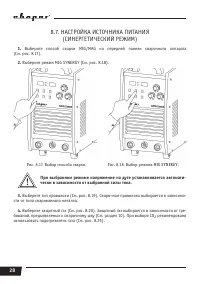
28 8.7. НАСТРОЙКА ИСТОЧНИКА ПИТАНИЯ (СИНЕРГЕТИЧЕСКИЙ РЕЖИМ) 1. Выберите способ сварки MIG/MAG на передней панели сварочного аппарата (См. рис. 8.17). 2. Выберите режим MIG SYNERGY (См. рис. 8.18). Рис. 8.17. Выбор способа сварки. Рис. 8.18. Выбор режима MIG SYNERGY. При выбранном режиме напряжение н...
Страница 29 - длины сварочного шва.; Заварка кратера работает в режиме 4Т.; мости от толщины свариваемого металла.
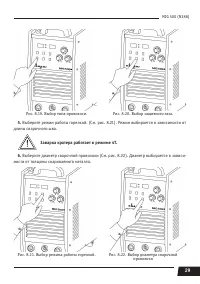
29 MIG 500 (N388) Рис. 8.19. Выбор типа проволоки. Рис. 8.20. Выбор защитного газа. 5. Выберите режим работы горелкой. (См. рис. 8.21). Режим выбирается в зависимости от длины сварочного шва. Заварка кратера работает в режиме 4Т. 6. Выберите диаметр сварочной проволоки (См. рис. 8.22). Диаметр выбир...
Страница 32 - ДЛЯ MIG/MAG и FCAW СВАРКИ; проволока – горелка подсоединена в разъём «-».
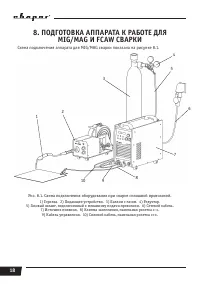
32 8.12. ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ MIG/MAG и FCAW СВАРКИ Перед началом работы не забудьте проверить следующее (См. рис. 8.28): Оборудование: • Полярность. Сплошная проволока – горелка подсоединена в разъём «+». Порошковая проволока – горелка подсоединена в разъём «-». • Соответствие диаметра ...
Страница 33 - ВНИМАНИЕ! Данные рекомендации носят ознакомительный характер.
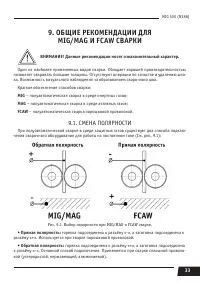
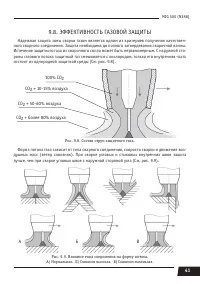
33 MIG 500 (N388) 9. ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ MIG/MAG И FCAW СВАРКИ ВНИМАНИЕ! Данные рекомендации носят ознакомительный характер. Один из наиболее применяемых видов сварки. Обладает хорошей производительностью, позволяет сваривать большие толщины. Отсутствуют операции по зачистке и удалению шла-ка. Во...
Страница 35 - РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК
35 MIG 500 (N388) 9.3. РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК В зависимости от типа горелки и вида сварного соединения можно менять сопла для по- лучения необходимого качества шва. Чем больше диаметр выходного отверстия, тем лучше защита, но больше расход газа. Таблица 9.2. Сопло для сварочной го...
Страница 36 - ходимо заменить на тефлоновый.; СМЕНА СТАЛЬНОГО НАПРАВЛЯЮЩЕГО КАНАЛА; Стальной канал для проволоки 1,2 – 1,6 мм
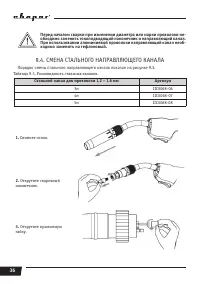
36 Перед началом сварки при изменении диаметра или марки проволоки не- обходимо заменить токоподводящий наконечник и направляющий канал. При использовании алюминиевой проволоки направляющий канал необ- ходимо заменить на тефлоновый. 9.4. СМЕНА СТАЛЬНОГО НАПРАВЛЯЮЩЕГО КАНАЛА Порядок смены стального н...
Страница 37 - Канал поставляется с запасом по длине.
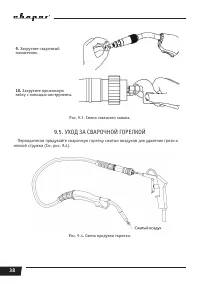
37 MIG 500 (N388) 4. Извлеките старый направляющий канал. 5. Аккуратно смотайте его. 6. Заправьте новый канал. 7. Закрутите прижимную гайку. 8. Откусите стальной канал на необходимую длину. Канал поставляется с запасом по длине.
Страница 39 - УСИЛИЕ ЗАЖАТИЯ СВАРОЧНОЙ ПРОВОЛОКИ; Перед заправкой проволоки в горелку необходимо убедиться, что:
39 MIG 500 (N388) 9.6. ПОДАЮЩИЙ РОЛИК И УСИЛИЕ ЗАЖАТИЯ СВАРОЧНОЙ ПРОВОЛОКИ Перед заправкой проволоки в горелку необходимо убедиться, что: • Диаметр сварочной проволоки и ролика одинаковый.• Форма канавки соответствует типу сварочной проволоки (См. рис. 9.5). Рис. 9.5. Выбор подающего ролика. 1) V-об...
Страница 40 - Выбор усилия зажатия сварочной проволоки показан на рисунке 9.7.
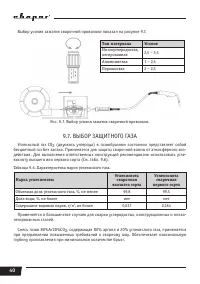
40 Выбор усилия зажатия сварочной проволоки показан на рисунке 9.7. Рис. 9.7. Выбор усилия зажатия сварочной проволоки. 9.7. ВЫБОР ЗАЩИТНОГО ГАЗА Углекислый газ СО2 (двуокись углерода) в газообразном состоянии представляет собой бесцветный газ без запаха. Применяется для защиты сварочной ванны от ат...
Страница 42 - ВЛИЯНИЕ ВЫЛЕТА ПРОВОЛОКИ НА ФОРМУ СВАРОЧНОГО ШВА
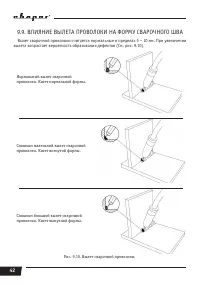
42 9.9. ВЛИЯНИЕ ВЫЛЕТА ПРОВОЛОКИ НА ФОРМУ СВАРОЧНОГО ШВА Вылет сварочной проволоки считается нормальным в пределах 5 – 10 мм. При увеличении вылета возрастает вероятность образования дефектов (См. рис. 9.10). Нормальный вылет сварочной проволоки. Катет нормальной формы. Слишком маленький вылет сваро...
Страница 47 - ВЫБОР СВАРОЧНОЙ ПРОВОЛОКИ И РЕЖИМОВ СВАРКИ; ставу основного металла.
47 MIG 500 (N388) 9.12. ВЫБОР СВАРОЧНОЙ ПРОВОЛОКИ И РЕЖИМОВ СВАРКИ Сварочную проволоку следует выбирать максимально приближенную к химическому со- ставу основного металла. Таблица 9.8. Выбор сварочной проволоки. Наиболее часто используемые марки стали Сварочная проволока Углеродистые, конструкционны...
Страница 48 - Данные рекомендации носят ознакомительный характер.
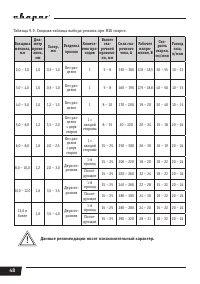
48 Таблица 9.9. Сводная таблица выбора режима при MIG сварке. Толщина металла, мм Диа- метр прово- локи, мм Зазор , мм Разделка кромок Количе- ство про- ходов Вылет сва- рочной проволо- ки, мм Сила сва- рочного тока, А Рабочее напря- жение, В Ско- рость сварки, см/мин Расход газа, л/мин 2,0 – 3,0 1,...
Страница 49 - розеток и выход из строя источника питания.
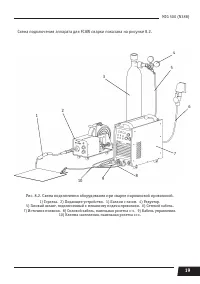
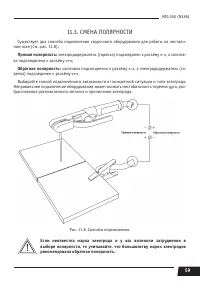
49 MIG 500 (N388) 10. ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ ММА СВАРКИ Схема подключения оборудования для сварки покрытыми электродами показана на ри- сунке 10.1. Рис. 10.1. Схема подключения оборудования. 1) Электрододержатель. 2) Клемма заземления. 3) Сварочный аппарат. 4) Сетевой шнур. 1. Подключите а...
Страница 50 - НАСТРОЙКА ИСТОЧНИКА ПИТАНИЯ ДЛЯ ММА СВАРКИ
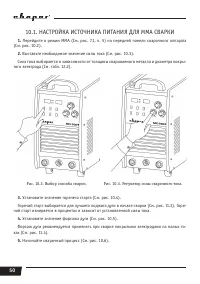
50 10.1. НАСТРОЙКА ИСТОЧНИКА ПИТАНИЯ ДЛЯ ММА СВАРКИ 1. Перейдите в режим ММА (См. рис. 7.1, п. 5) на передней панели сварочного аппарата (См. рис. 10.2). 2. Выставьте необходимое значение силы тока (См. рис. 10.3). Сила тока выбирается в зависимости от толщины свариваемого металла и диаметра покры- ...
Страница 52 - ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ; стве случаев электрододержатель подсоединяется в разъём «+».
52 10.2 ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ Перед началом работы не забудьте проверить следующее (См. рис. 10.6): Оборудование: • Полярность согласно рекомендациям производителя сварочных электродов. В большин- стве случаев электрододержатель подсоединяется в разъём «+». • Не удлиняйте чрезм...
Страница 53 - ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ; • касанием электрода впритык и отведением его вверх
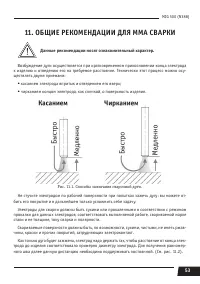
53 MIG 500 (N388) 11. ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ Данные рекомендации носят ознакомительный характер. Возбуждение дуги осуществляется при кратковременном прикосновении конца электрода к изделию и отведению его на требуемое расстояние. Технически этот процесс можно осу-ществлять двумя приемами:...
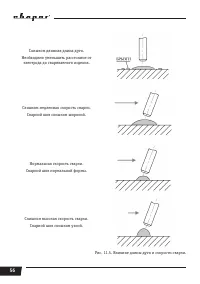
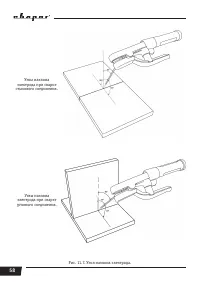
Страница 55 - рекомендуется применять при сварке покрытыми электродами на ма-; ВЛИЯНИЕ ДЛИНЫ ДУГИ И УГЛА НАКЛОНА ЭЛЕКТРОДА
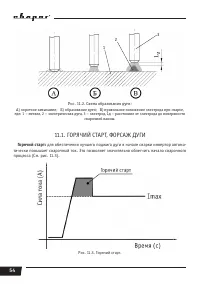
55 MIG 500 (N388) Форсаж дуги: рекомендуется применять при сварке покрытыми электродами на ма- лых токах. В процессе сварки происходит автоматическая регулировка силы сварочного тока, что уменьшает склонность к залипанию покрытого электрода к свариваемой детали (См. рис. 11.4). Рис. 11.4. Форсаж дуг...
Страница 57 - дуги вплоть до частых кратковременных замыканий.
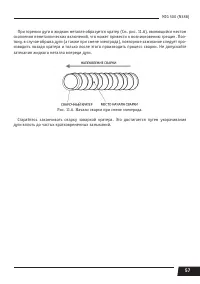
57 MIG 500 (N388) При горении дуги в жидком металле образуется кратер (См. рис. 11.6), являющийся местом скопления неметаллических включений, что может привести к возникновению трещин. Поэ-тому, в случае обрыва дуги (а также при смене электрода), повторное зажигание следует про-изводить позади крате...
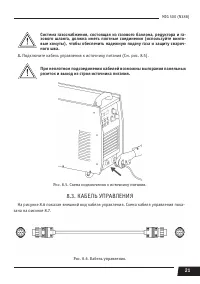
Страница 60 - При сварке на постоянном токе также следует учитывать эффект; электромагнитного; электрододержателя и обратный кабель.; Если необходимо увеличить их длину, увеличивайте также и сечения; пользования кабелей 3 – 5 метровой длины.
60 11.4. ЭЛЕКТРОМАГНИТНОЕ ДУТЬЕ При сварке на постоянном токе также следует учитывать эффект электромагнитного дутья дуги. Для уменьшения данного фактора следует перемещать место клеммы заземления либо изменить угол наклона электрода (См. рис. 11.9). Рис. 11.9. Схема отклонения дуги постоянного тока...
Страница 62 - ВЫБОР ПОКРЫТОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; ла при сварке в нижнем положении показана в таблице 11.2.
62 11.7. ВЫБОР ПОКРЫТОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ Зависимость силы сварочного тока от диаметра электрода и толщины свариваемого метал- ла при сварке в нижнем положении показана в таблице 11.2. Таблица 11.2. Сводная таблица зависимостей при ММА сварке. Диаметр электрода, мм Сварочный ток, А Толщина...
Страница 63 - ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ СТРОЖКИ
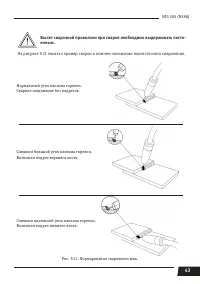
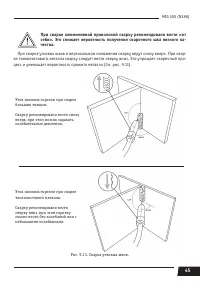
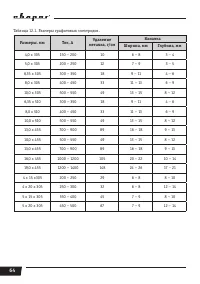
63 MIG 500 (N388) 12. ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ СТРОЖКИ Порядок подключения оборудования аналогичен ММА сварке (См. раздел 10). 1. Перейдите в режим «ММА». 2. Задайте необходимый сварочный ток (См. табл. 12.1). 3. Выставьте необходимое давление воздуха на компрессоре. 4. Начинайте процесс стр...
Страница 65 - ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
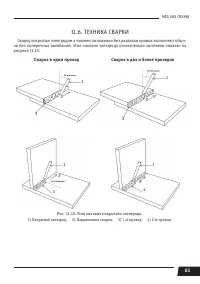
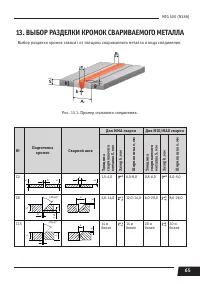
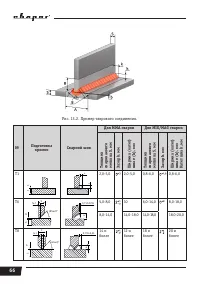
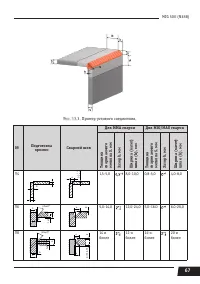
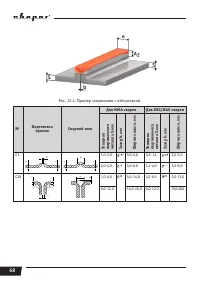
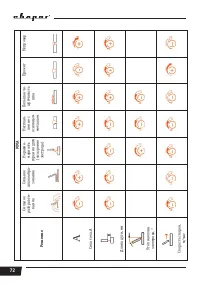
65 MIG 500 (N388) 13. ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА Выбор разделки кромок зависит от толщины свариваемого металла и вида соединения. Рис. 13.1. Пример стыкового соединения. № Подготовка кромок Сварной шов Для MMA сварки Для MIG/MAG сварки Толщина свариваемого металла S, мм Зазор b, мм Ш...
Страница 69 - – кратчайшее расстояние от поверхности одной из свариваемых
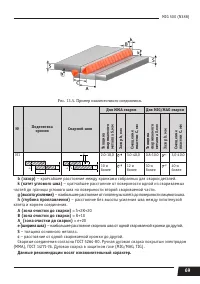
69 MIG 500 (N388) Рис. 13.5. Пример нахлесточного соединения. № Подготовка кромок Сварной шов Для MMA сварки Для MIG/MAG сварки Толщина свариваемого металла S, мм Зазор b, мм Смещение пластин C, мм Толщина свариваемого металла S, мм Зазор b, мм Смещение пластин C, мм Н1 s с b s k k b 2,0-10,0 3,0-40...
Страница 70 - ПРОБЛЕМЫ И ИХ РЕШЕНИЯ ДЛЯ MIG/MAG И MMA СВАРКИ
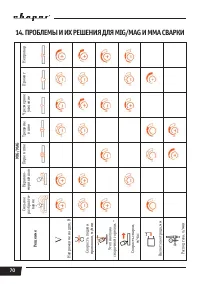
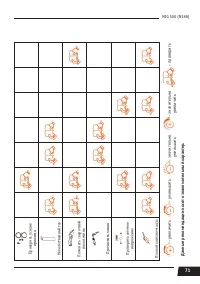
70 14. ПРОБЛЕМЫ И ИХ РЕШЕНИЯ ДЛЯ MIG/MAG И MMA СВАРКИ MIG/MA G Решение Сильное ра збрызги - вание Неравно - мерный шов Поры в шве Трещины в шве Чрезмерное у силение Прожиг Непровар Напряжение на дуг е, В Ск орос ть пода чи проволоки, м/мин Уг ол наклона сваро чной г орелки, ° Ск орос ть сварки, м/ча...
Страница 74 - КОНТРОЛЬ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ; собами, не прибегая к лабораторным испытаниям.
74 15. КОНТРОЛЬ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ Данные рекомендации носят ознакомительный характер. Прочностные характеристики и структуру сварного шва можно проверить простыми спо- собами, не прибегая к лабораторным испытаниям. 15.1. ПРОВЕРКА СОЕДИНЕНИЯ НА ИЗЛОМ Данное испытание позволяет проверить со...
Страница 75 - ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ; Состав для травления:
75 MIG 500 (N388) 15.2. ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ Металлографическому исследованию подвергаются стыковые, тавровые и угловые соеди- нения для выявления возможных внутренних дефектов, а также для установления глубины проплавления и структуры металла шва. Шлифование производят последов...
Страница 77 - ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.; Периодичность; Общие рекомендации
77 MIG 500 (N388) 16. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ВНИМАНИЕ! Для выполнения технического обслуживания требуется обладать про- фессиональными знаниями в области электрики и знать правила техники безопасно- сти. Специалисты должны иметь допуски к проведению таких работ. ВНИМАНИЕ! Отключайте аппарат от сет...
Страница 78 - УСТРАНЕНИЕ НЕПОЛАДОК; ВНИМАНИЕ! Ремонт данного сварочного оборудования в случае его; Неисправность
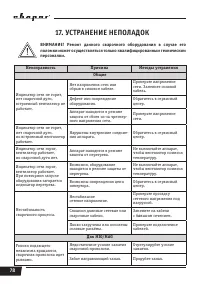
78 17. УСТРАНЕНИЕ НЕПОЛАДОК ВНИМАНИЕ! Ремонт данного сварочного оборудования в случае его поломки может осуществляться только квалифицированным техническим персоналом. Неисправность Причина Методы устранения Общие Индикатор сети не горит, нет сварочной дуги, встроенный вентилятор не работает. Нет на...
Страница 80 - Для MMA
80 Сварочная проволока подается, защитный газ – нет Баллон с газом пуст или закрыт. Проверьте баллон с газом. Несправен редуктор на баллоне. Проверьте редуктор. Газовый клапан неисправен или забит. Обратитесь в сервисный центр. Диффузор или сопло на свароч- ной горелке сильно засорены. Проведите диа...
Страница 81 - СИМВОЛЫ И СОКРАЩЕНИЯ; Обозначение
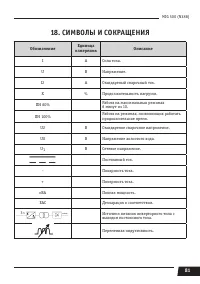
81 MIG 500 (N388) 18. СИМВОЛЫ И СОКРАЩЕНИЯ Обозначение Единица измерения Описание I A Сила тока. U В Напряжение. I2 А Стандартный сварочный ток. Х % Продолжительность нагрузки. ПН 60% Работа на максимальных режимах 6 минут из 10. ПН 100% Работа на режимах, позволяющих работать продолжительное время....
Страница 82 - «Меры безопасности» данного руководства.
82 19. ХРАНЕНИЕ Аппарат в упаковке изготовителя следует хранить в закрытых помещениях с естественной вентиляцией при температуре от -30 до +55 °С и относительной влажности воздуха до 80%. Наличие в воздухе паров кислот, щелочей и других агрессивных примесей не допускается. Аппарат перед закладкой на...