Сварочное оборудование Telwin TECHNOLOGY TIG 230 DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.
























































































če zavrtite ročico potenciometra, se spremeni glavni tok z minimalnega na absolutni
5.5 POVEZAVE VARILNEGA TOKOKROGA
_____________________________________________________________________________________________________________________
maksimum. Uravnavanje glavnega toka je mogoče izvajati le z daljinskim
krmiljenjem.
POZOR! PRED ZAÈETKOM SE PREPRIÈAJTE, DA JE NAPRAVA
- Daljinsko krmiljenje s pedalom:
IZKLJUÈENA IN IZKLOPLJENA IZ ELEKTRIÈNEGA OMREŽJA.
Vrednost toka se določa s položajem pedala (od minimalnega do maksimalnega,
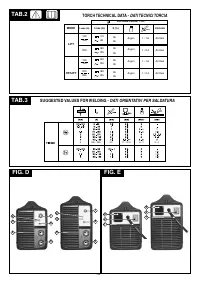
Tabela 1
(TAB. 1
) prikazuje priporoèene vrednosti za varilne žice (v mm2) na podlagi
nastavljenega na glavnem potenciometru). V načinu TIG 2 KORAKA bo pritisk na
maksimalnega toka, ki ga varilni aparat lahko proizvede.
pedal uravnaval začetek delovanja aparata namesto gumba na elektrodnem držalu
_____________________________________________________________________________________________________________________
(če je predvideno).
- Daljinsko krmiljenje z dvema potenciometroma:
5.5.1 Varjenje TIG
prvi potenciometer uravnava glavni tok. Drugi potenciometer uravnava drugi
Priključitev elektrodnega držala
parameter, ki je odvisen od aktiviranega načina varjenja. V načinu MMA uravnava
- Napajalni kabel vstavite v ustrezni hitri stičnik (-). Priključite tripolni priključek (gumb
JAKOST OBLOKA in v načinu TIG, za varilne aparate s površinskim začetkom
za elektrodno držalo) v ustrezno vtičnico (če je predvideno). Priključite plinsko cev za
HF/LIFT uravnava SPUSTNO RAMPO.
elektrodno držalo v ustrezno spojko (če je predvideno).
- Daljinsko krmiljenje TIG-PULSE (za varilni aparat TWIN CASE in trifazni model
Povezava povratni elektrièni kabel - varilni aparat
s površinskim začetkom HF/LIFT):
omogoča varjenje TIG z enosmernim
- Treba ga je povezati z delom, ki ga varimo, ali s kovinsko podlago, na katero je
pulzirajočim tokom, ki mu je mogoče daljinsko nastavljati glavne parametre: Jakost
naslonjen, èim bliže delu, ki ga obdelujemo.
osnovnega toka, jakost impulznega toka, trajanje impulza toka, razmak med impulzi
Ta kabel se poveže s stiènikom s simbolom (+).
toka.
Priklop na jeklenko plina (če je v uporabi).
Ta postopek omogoča izvajanje boljšega nadzora nad segrevanjem obdelovanca,
- Privijte reduktor tlaka na ventil na plinski jeklenki in, če je to potrebno, vmes postavite
tako da je mogoče variti tanjše materiale ali materiale, ki so se pri prekomernem
ustrezno reduktorsko spojko (priložena med dodatki).
segrevanju lomijo; poleg tega olajša varjenje materialov različnih debelin ali različnih
- Povežite vhodno cev plina z reduktorjem in privijte obroček.
jekel, na primer nerjavnega jekla in malolegiranih jekel.
- Preden odprete jeklenko, popustite kovinski obroček za nastavljanje reduktorja tlaka.
Daljinsko krmiljenje TIG PULSE je aktivirano le v načinu “TIG DC” 2 koraka in 4
- Odprite jeklenko in nastavite količino plina (l/min) v skladu z orientacijskimi podatki za
koraki.
uporabo, glejte tabelo (TABELA 3); morebitne nastavitve iztekanja plina je mogoče
izvesti tudi med varjenjem, tako da obračate okov reduktorja tlaka. Preverite tesnost
cevi in spojk.
5. NAMESTITEV
_____________________________________________________________________________________________________________________
POZOR! Ventil na plinski jeklenki po končanem delu vedno zaprite.
POZOR! VSE FAZE NAMESTITVE IN PRIKLJUÈITVE NAPRAVE NA
5.5.2 Varjenje MMA
Skoraj vse oplašèene elektrode morajo biti povezane s pozitivnim polom (+)
ELEKTRIÈNI TOK MORAJO BITI IZVEDENE, KO JE VARILNI APARAT IZKLJUÈEN
generatorja; na negativni pol (-) se povežejo samo elektrode s kislim oplašèem.
IN IZKLOPLJEN IZ ELEKTRIÈNEGA OMREŽJA.
Povezava varilna žica - klešèe za nosilec elektrod
ELEKTRIÈNO PRIKLJUÈITEV SME IZVESTI LE USPOSOBLJENO OSEBJE.
_____________________________________________________________________________________________________________________
Ima na koncu posebno privijalo, ki se uporablja za privijanje odkritega dela elektrode.
Ta kabel se poveže s stiènikom s simbolom (+).
5.1 SESTAVLJANJE
Povezava povratni elektrièni kabel - varilni aparat
Treba ga je povezati z delom, ki ga varimo, ali s kovinsko podlago, na katero je
5.1.1 Pritrditev izhodnega kabla - klešèe (SLIKA H)
naslonjen, èim bliže delu, ki ga obdelujemo.
Ta kabel se poveže s stiènikom s simbolom (-).
5.1.2 Pritrditev varilne žice ter klešèe za nosilec elektrode (SLIKA I)
6. VARJENJE: OPIS POSTOPKA
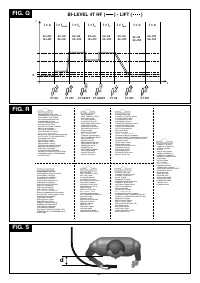
5.2 NAÈIN DVIGANJA VARILNEGA APARATA
Vse v tem priročniku opisane varilne aparate je treba dvigniti s priloženim ročajem ali
6.1 VARJENJE TIG
jermenom, če je ta predviden za model (nameščen, kot je opisano na
sliki L
).
6.1.1 Splošni principi
Spajanje TIG je varilni postopek, ki izkorišča toploto električnega obloka, sproženega in
5.3 UMESTITEV VARILNEGA APARATA
vzdrževanega med netopljivo elektrodo (tungsten) in obdelovanim delom. Elektrodo iz
Mesto za postavitev varilnega aparata poišèite tako, da na njem ni ovir za
tungstena drži ustrezno elektrodno držalo, ki ji prenaša varilni tok ter elektrodo in varilno
prezraèevanje in ohlajanje (èe je treba, v prostor namestite ventilator); soèasno se
polje varuje pred oksidacijo zaradi atmosferskih plinov s tokom inertnega plina
preprièajte, da varilni aparat ne more vsesati prevodnih prahov, korozivnih par, vlage
(navadno argona: Ar 99,5%), ki izteka iz keramične šobe
(SLIKA M).
itd.
Varjenje TIG DC je primerno za vsa malo- in visokolegirana ogljikova jekla in za težke
Okoli varilnega aparata naj bo vsaj 250 mm prostega prostora.
kovine, kot so baker, nikelj, titan, in njihove zlitine.
Za varjenje TIG DC z elektrodo na negativnem (-) polu se navadno uporabljajo
_____________________________________________________________________________________________________________________
elektrode z 2% cerija (sivo obarvani trak).
Elektrodo iz tungstena je treba osno ošiliti, kot je prikazano na sliki N, pri čemer morate
POZOR! Da bi prepreèili nevarne premike in morebitno prevraèanje aparata,
paziti, da je konica popolnoma koncentrična, da bi se izognili odstopanjem obloka. V
mora biti ta postavljen na ravno površino s primerno nosilnostjo glede na svojo
daljši smeri elektrode jo je treba dobro obrusiti. Ta postopek je treba periodično ponoviti,
težo.
zaradi delovanja in obrabe elektrode, ali ko jo nenamenoma kontaminirate, oksidirate
_____________________________________________________________________________________________________________________
ali uporabite nepravilno.
Za dober zvar je nujno treba uporabiti pravilen premer elektrode pri pravilnem toku,
5.4 PRIKLJUÈITEV V OMREŽJE
glejte tabelo
(TABELA 3).
- Preden napravo prikljuèite, se preprièajte, da se vrednosti na plošèici z lastnostmi
Navadno štrli elektroda iz keramične šobe za 2-3 mm, lahko pa tudi do 8 mm za kotne
naprave ujemajo z napetostjo in frekvenco omrežja, ki je na razpolago v prostoru, v
zvare.
katerem je namešèena naprava.
Zvar se ustvari zaradi spajanja roba dveh obdelovancev. Za tanjše, primerno
- Varilni aparat se lahko prikljuèi izkljuèno v napajalni sistem, ki ima ozemljeno nièlo.
pripravljene materiale, (do cca 1 mm) ni treba dodajati spajkalne kovine
(SLIKA O).
- Da bi zagotovili zaščito pred neposrednim stikom, uporabite diferencialna stikala
Za debelejše materiale so potrebne paličice z enako sestavo, kot je sestava osnovnega
tipa:
materiala, s primernim premerom in primerno pripravo robov obdelovancev
(SLIKA P).
Za boljše varjenje je bolje, da obdelovane kose dobro očistite, da na njih ni oksidiranih
- Tipa A (
) za enofazne stroje;
delov, oljnih madežev, masti, topil itd.
- Tipa B (
) za trifazne stroje.
- Da bi zadostili normativu EN 61000-3-11 (Elektromagnetna združljivost), vam
6.1.2 Površinski začetek HF in LIFT
svetujemo, da varilni aparat na vmesniške toèke napajalnega omrežja z manjšo
Površinski začetek HF:
impendanco:
Električni oblok se začne brez stika med elektrodo iz tungstena in obdelovancem, z
- Zmax =0,21 ohm, za enofazne varilne aparate s porabo, večjo od 16A;
iskro, ki jo ustvari visokofrekvenčna naprava.
- Zmax =0,31 ohm, za enofazne varilne aparate s porabo, manjšo ali enako 16A;
Tak način začetka ne vključuje ne zajemanja tungstena iz varilnega kraterja, ne obrabe
- Zmax = 0,283 ohm, za trifazne varilne aparate.
elektrode. Omogoča preprost začetek v vseh varilnih položajih.
- Varilni aparat ne ustreza zahtevam normativa IEC/EN 61000-3-12.
Če ga povežemo
Postopek:
v javno napajalno omrežje, je tisti, ki ga namešča ali uporablja odgovoren za to, da bo
Pritisnite gumb na elektrodnem držalu in konico elektrode približajte obdelovancu (2-3
preveril, ali ga je mogoče priključiti (če je treba, se posvetujte z dobaviteljem
mm). Počakajte vžig obloka, ki se zgodi zaradi impulzov HF. Ko je oblok vžgan, ustvarite
distribucijskega omrežja).
varilni krater na obdelovancu in nadaljujte po stiku.
Če pride do težav z vključitvijo obloka, kljub temu da zagotovo doteka plin in vidite
5.4.1 Vtič in vtičnica
iskrice HF, ne vztrajajte predolgo pri stiku elektrode s HF. Preverite njeno površinsko
- Enofazni varilni aparati s porabo, manjšo ali enako 16A, so opremljeni na izvoru z
celovitost in pravilno obliko konice. Po potrebi konico spet zaoblite. Na koncu cikla se
napajalnim kablom z normiranim vtikačem (2F+Z) 16A \ 250V.
tok izniči z nastavljeno spustno rampo.
- Enofazni varilni aparati s porabo, večjo od 16A, in trifazni varilni aparati so opremljeni
Površinski začetek LIFT:
z napajalnim kablom, ki se priključi na normiran vtič (2F+Z) za enofazne modele in
Vžig električnega obloka se zgodi tako, da oddaljite elektrodo iz tungstena od
(3F+Z) za trifazne modele (z ustreznim dometom). Pripravite omrežno vtičnico,
obdelovanca. Tak način vžiga povzroča manj motenj zaradi sevanja elektrike ter
opremljeno z varovalko ali avtomatskim stikalom; predvideni zemeljski terminal mora
zmanjša vključevanje tungstena in obrabo elektrode.
biti povezan na zemeljski prevodnik (rumeno-zeleno) napajalnega omrežja.
Postopek:
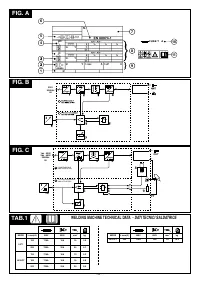
- Tabela 1
(TAB 1)
prikazuje priporoèene vrednosti varovalk (v amperih), izbranih na
Z rahlim pritiskom prislonite konico elektrode na obdelovanec. Do konca pritisnite gumb
podlagi najveèjega nazivnega toka, ki ga porablja varilni aparat, ter na podlagi
elektrodnega držala (le pri modelih HF/LIFT) in dvignite elektrodo za 2-3 mm z nekaj
nazivne napajalne napetosti.
trenutki zamika, tako da se ustvari oblok. Varilni aparat na začetku oddaja tok
I
, po
BASE
nekaj trenutkih pa začne oddajati nastavljeni varilni tok. Na koncu cikla se tok izniči z
nastavljeno spustno rampo (samo za modele HF/LIFT).
- 72 -





