
Сварочное оборудование Сварог TECH TIG 200 P AC/DC (E101) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



























32
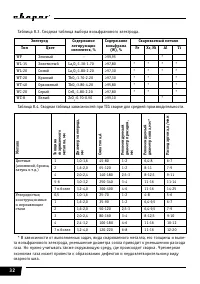
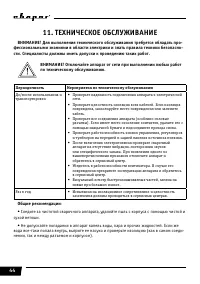
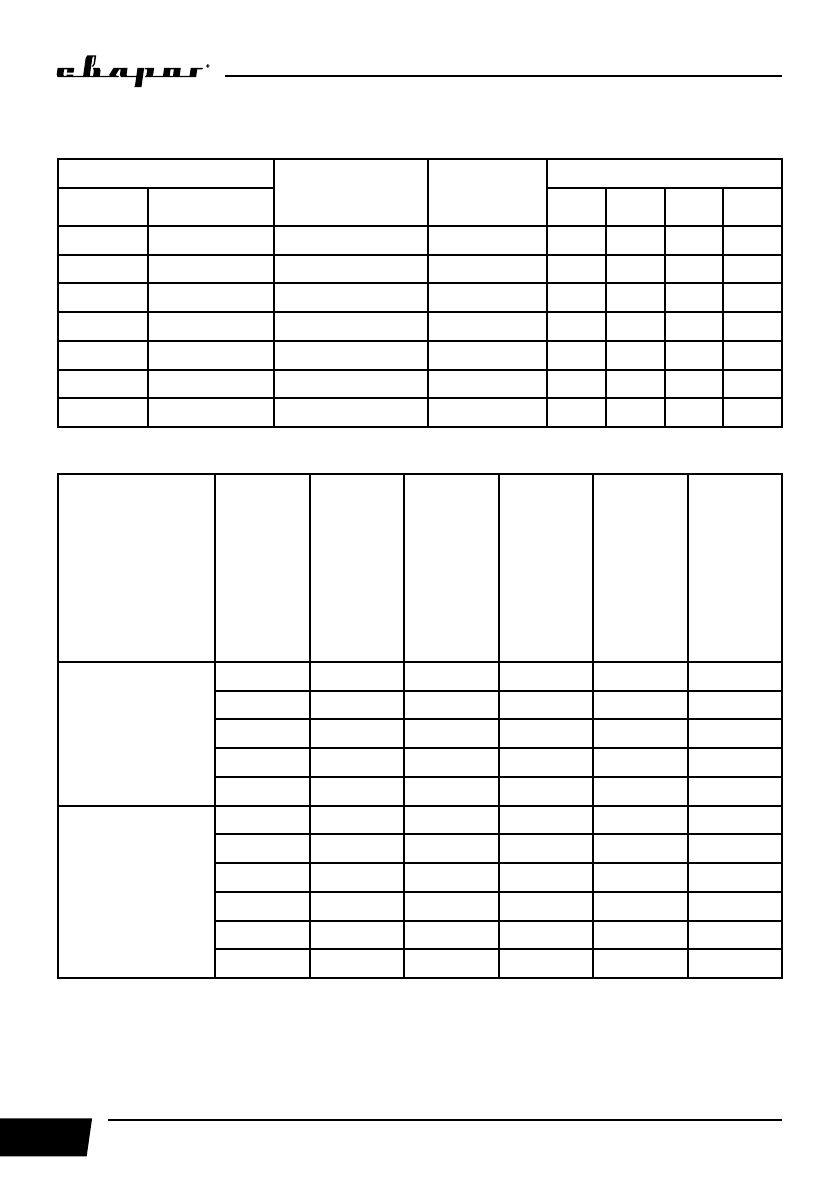
Таблица 8.3. Сводная таблица выбора вольфрамового электрода.
Электрод
Содержание
легирующих
элементов, %
Содержание
вольфрама
(W), %
Свариваемый металл
Тип
Цвет
Fe
Xr, Ni
Al
Ti
WP
Зеленый
-
≥
99,95
*
WL-15
Золотистый
La
2
O
3
:1.30-1.70
≥
97,80
*
*
*
*
WL-20
Синий
La
2
O
3
:1.80-2.20
≥
97,30
*
*
*
*
WT-20
Красный
ThO
2
:1.70-2.20
≥
97,30
*
*
*
WT-40
Оранжевый
ThO
2
:3.80-4.20
≥
95,80
*
*
*
WC-20
Серый
CeO
2
:1.80-2.20
≥
97,80
*
*
*
WZ-8
Белый
ZrO
2
:0.70-0.90
≥
99,10
*
Таблица 8.4. Сводная таблица зависимостей при TIG сварке для средней производительности.
Металл
Толщина свариваемого металла, мм
Диаметр электрода, мм
Сила тока, А
Рекоменду
емый
диаметр присадки, мм
Рекоменду
емый
диаметр сопла, мм*
Расход аргона, л/мин
Цветные
(алюминий, бронза,
латунь и т.д.)
1
1,0-1,6
45-80
1-2
6,4-8
6-7
2
1,6-2,0
65-120
1-2
8-11
7-9
4
2,0-2,4
140-180
2,5-3
8-12,5
9-11
5-6
3,0-3,2
250-340
3-4
11-16
11-14
7 и более
3,2-4,0
300-400
4-6
11-16
14-25
Углеродистые,
конструкционные
и нержавеющие
стали
0,5
1,0-1,6
25-70
1-2
4-8
5-6
1
1,6-2,0
35-90
1-2
6,4-9,5
6-7
2
1,6-2,0
50-120
2,5-3
6,4-9,5
7-9
3
2,0-2,4
80-160
3-4
8-12,5
9-10
4
2,4-3,2
100-180
4-6
11-16
10-12
7 и более
3,2-4,0
120-220
6-8
11-16
12-20
* В зависимости от выполняемых задач, вида свариваемого металла, его толщины и выле-
та вольфрамового электрода, уменьшение диаметра сопла приводит к уменьшению расхода
газа. Но нужно учитывать также окружающую среду, где происходит сварка. Чрезмерная
экономия газа может привести к образованию дефектов и неудовлетворительному виду
сварного шва.
Содержание
- 4 использованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 7 ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 8 МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
- 9 ВНИМАНИЕ! При поражении электрическим током прекратите сварку,
- 10 ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
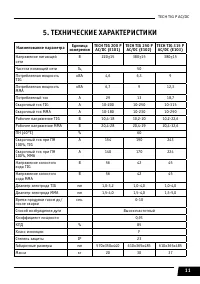
- 11 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Наименование параметра
- 12 На
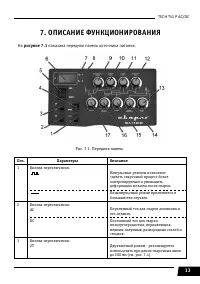
- 13 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ
- 14 Высокочастотный поджиг HF; - позволяет зажечь TIG дугу без касания к изделию.
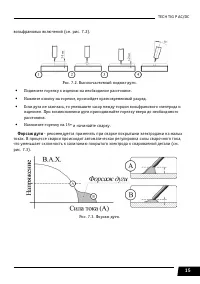
- 15 ° и начинайте сварку.; Форсаж дуги
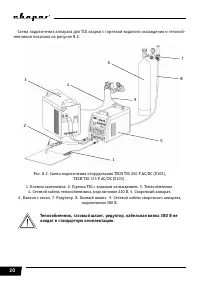
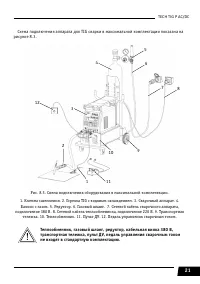
- 19 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ TIG СВАРКИ
- 21 не входят в стандартную комплектацию.
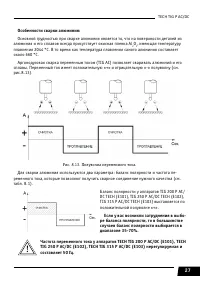
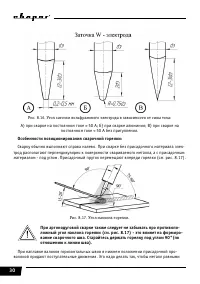
- 27 Особенности сварки алюминия:; алюминия и его сплавов всегда присутствует окисная пленка Al; Если у вас возникли затруднения в выбо-
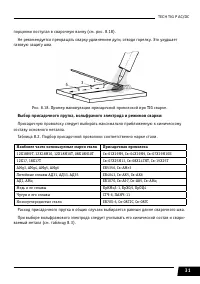
- 31 составу основного металла.
- 33 Данные рекомендации носят ознакомительный характер.
- 34 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ MMA СВАРКИ; Электрододержатель не входит в стандартную комплектацию.
- 36 дуги вплоть до частых кратковременных замыканий.
- 37 прямая полярность; — заготовка подсоединена к разъему «-», а электрододержатель
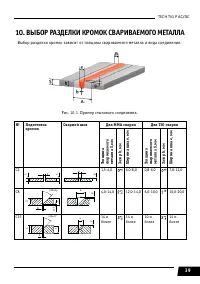
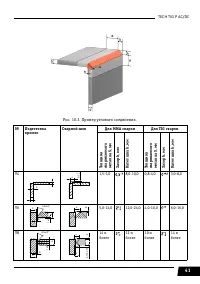
- 39 ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
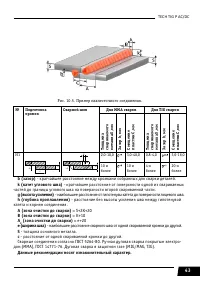
- 43 - кратчайшее расстояние от поверхности одной из свариваемых
- 44 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.; Общие рекомендации
- 45 УСТРАНЕНИЕ НЕПОЛАДОК; ществляться только квалифицированным техническим персоналом.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




