
Сварочное оборудование Сварог REAL TIG 200 P (W224) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

















26
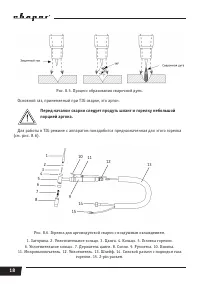
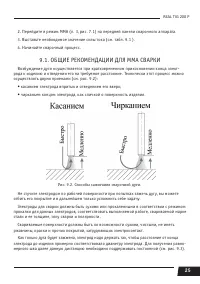
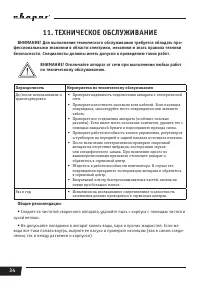
Рис. 9.3. Схема образования дуги:
А) короткое замыкание; Б) образование дуги; В) правильное положение электрода при
сварке, где: 1 - металл, 2 - электрическая дуга, 3 - электрод, Lд - расстояние от электрода до
поверхности сварочной ванны.
Длина дуги при сварке покрытым электродом считается нормальной в пределах 0,5-1,1
диаметра электрода.
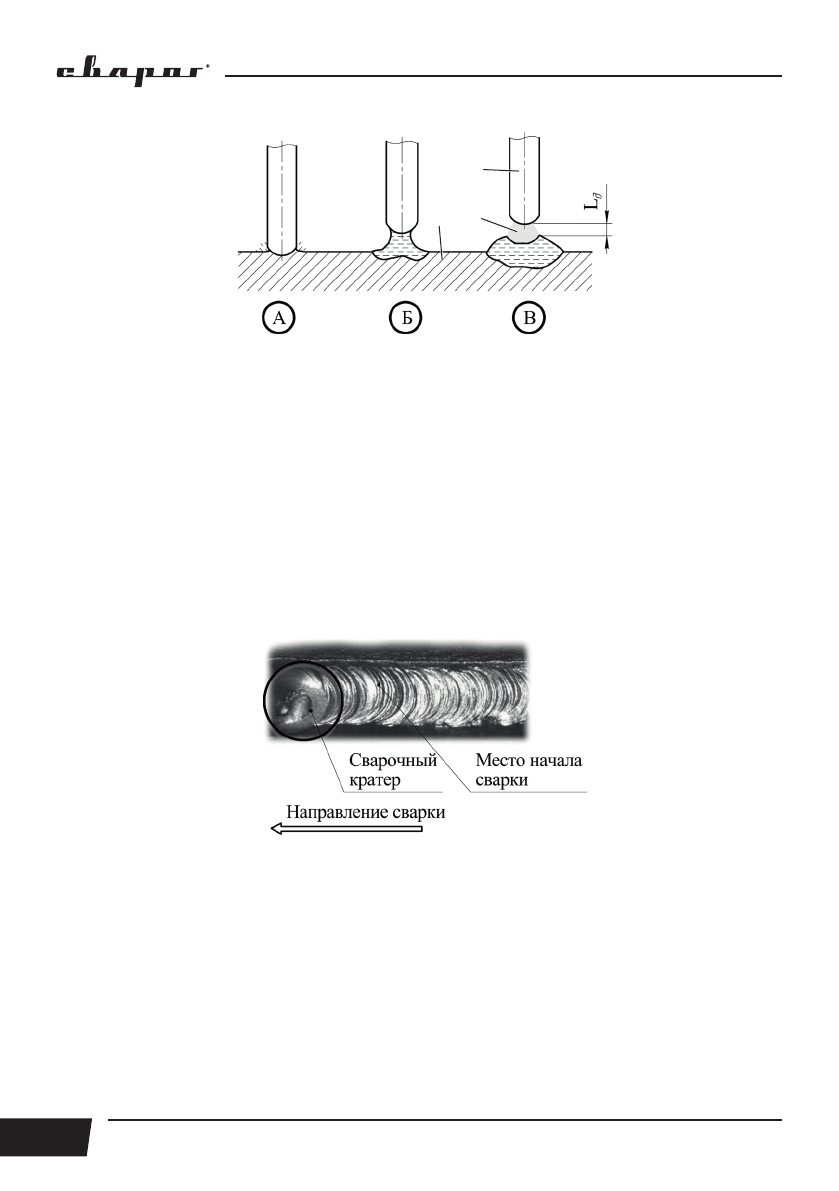
При горении дуги в жидком металле образуется кратер (см. рис. 9.4), являющийся местом
скопления неметаллических включений, что может привести к возникновению трещин.
Поэтому в случае обрыва дуги (а также при смене электрода) повторное зажигание следует
производить позади кратера и только после этого производить процесс сварки. Не допу-
скайте затекания жидкого металла впереди дуги.
Рис. 9.4. Начало сварки при смене электрода.
Старайтесь заканчивать сварку заваркой кратера, это достигается путем укорачивания
дуги вплоть до частых кратковременных замыканий.
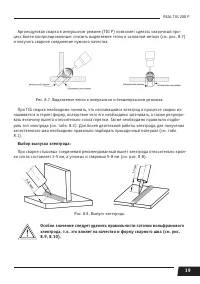
При сварке на постоянном токе также следует учитывать эффект
электромагнитного
дутья дуги
. Для уменьшения данного фактора следует перемещать место клеммы заземле-
ния либо изменить угол наклона электрода (см. рис. 9.5).
1
2
3
Содержание
- 3 использованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 6 ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 7 МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
- 8 ВНИМАНИЕ! При поражении электрическим током прекратите сварку,
- 9 ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
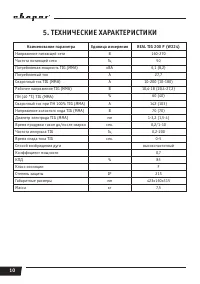
- 10 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Наименование параметра
- 11 На
- 12 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ
- 13 Высокочастотный поджиг HF; - позволяет зажечь TIG дугу без касания к изделию.
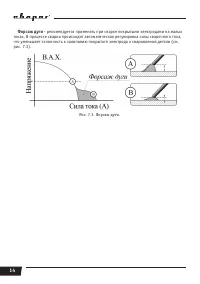
- 14 Форсаж дуги
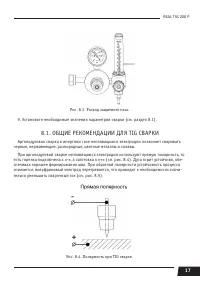
- 15 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ TIG СВАРКИ; надежность соединения кабеля и сетевой розетки.
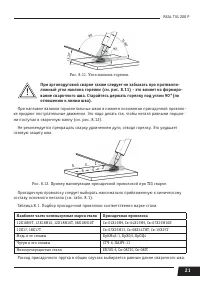
- 18 Перед началом сварки следует продуть шланг и горелку небольшой
- 19 Выбор выпуска электрода:
- 21 вание сварочного шва. Старайтесь держать горелку под углом 90°(по
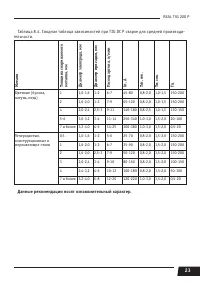
- 23 Данные рекомендации носят ознакомительный характер.
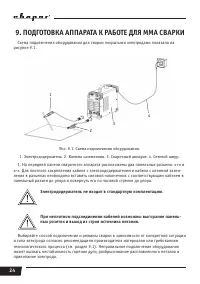
- 24 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ MMA СВАРКИ; Электрододержатель не входит в стандартную комплектацию.
- 26 дуги вплоть до частых кратковременных замыканий.
- 27 — заготовка подсоединена к разъему «-», а электрододержатель
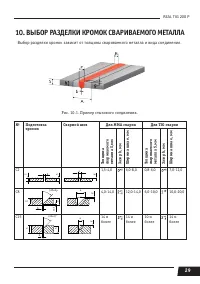
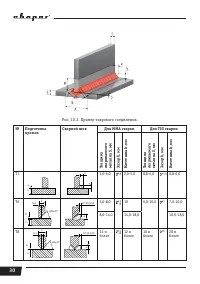
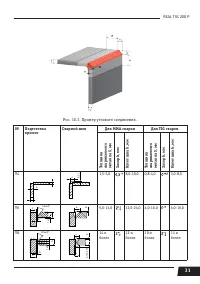
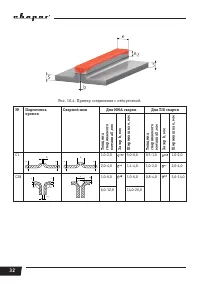
- 29 ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
- 33 - кратчайшее расстояние от поверхности одной из свариваемых
- 34 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; ВНИМАНИЕ! Отключайте аппарат от сети при выполнении любых работ; Общие рекомендации
- 35 ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ; ществляться только квалифицированным техническим персоналом.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




