
Сварочное оборудование Сварог REAL MIG 200 (N24002N) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















9
REAL MIG
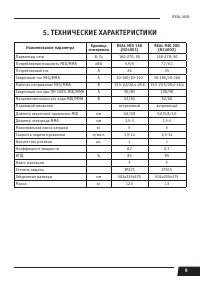
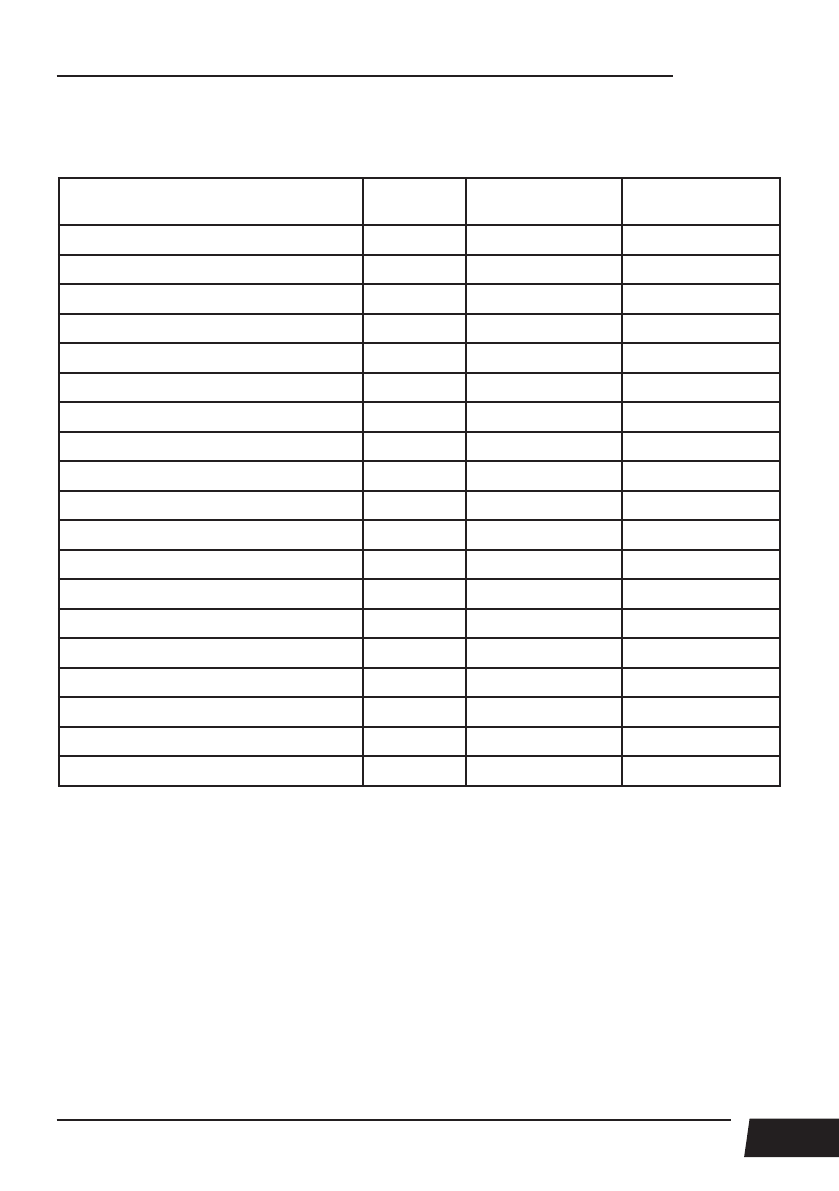
5. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Наименование параметра
Единица
измерения
REAL MIG 160
(N24001)
REAL MIG 200
(N24002)
Параметры сети
В; Гц
160-270; 50
160-270; 50
Потребляемая мощность MIG/MMA
кВА
5,9/6
7,7/6,1
Потребляемый ток
А
26
35
Сварочный ток MIG/MMA
А
30-160/10-140
30-200/10-160
Рабочее напряжение MIG/MMA
В
15,5-22/20,4-25,6
15,5-23,5/20,4-26,4
Сварочный ток при ПН 100% MIG/MMA
А
90/80
100/90
Напряжение холостого хода MIG/MMA
В
52/60
52/60
Подающий механизм
встроенный
встроенный
Диаметр сварочной проволоки MIG
мм
0,6/0,8
0,6/0,8/1,0
Диаметр электрода MMA
мм
1,5-3
1,5-4
Максимальная масса катушки
кг
5
5
Скорость подачи проволоки
м/мин.
1,5-14
1,5-14
Количество роликов
шт.
1
1
Коэффициент мощности
0,7
0,7
КПД
%
85
85
Класс изоляции
F
F
Степень защиты
IP21S
IP21S
Габаритные размеры
мм
502х225х375
502х225х375
Масса
кг
12,5
13
Содержание
- 3 УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА; использованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 5 открытыми, и он обеспечен продувом воздуха.; ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 6 МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
- 7 требования к их установке и правила эксплуатации.; ВНИМАНИЕ! При поражении электрическим током прекратите сварку,
- 8 ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
- 9 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Наименование параметра
- 10 На
- 12 надежность соединения кабеля и сетевой розетки.; При неплотном подсоединении кабелей возможны выгорания панель-
- 13 Краткое обозначение способов сварки:
- 15 Перед началом сварки при изменении диаметра или марки проволоки; Порядок смены направляющего канала показан на рисунке 7.4
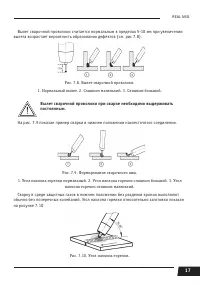
- 17 Вылет сварочной проволоки при сварке необходимо выдерживать
- 18 составу основного металла.; Данные рекомендации носят ознакомительный характер.
- 19 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ MMA СВАРКИ; ВНИМАНИЕ! При неплотном подсоединении кабелей возможны выгора-
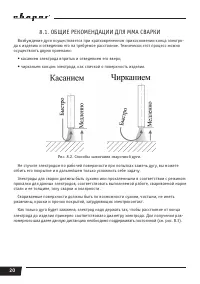
- 21 дуги вплоть до частых кратковременных замыканий.
- 22 — заготовка подсоединена к разъему «-», а электрододержатель
- 24 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.
- 25 УСТРАНЕНИЕ НЕПОЛАДОК; ществляться только квалифицированным техническим персоналом.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




