
Сварочное оборудование Сварог REAL MIG 200 (N24002N) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















17
REAL MIG
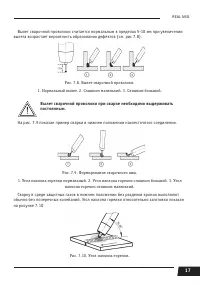
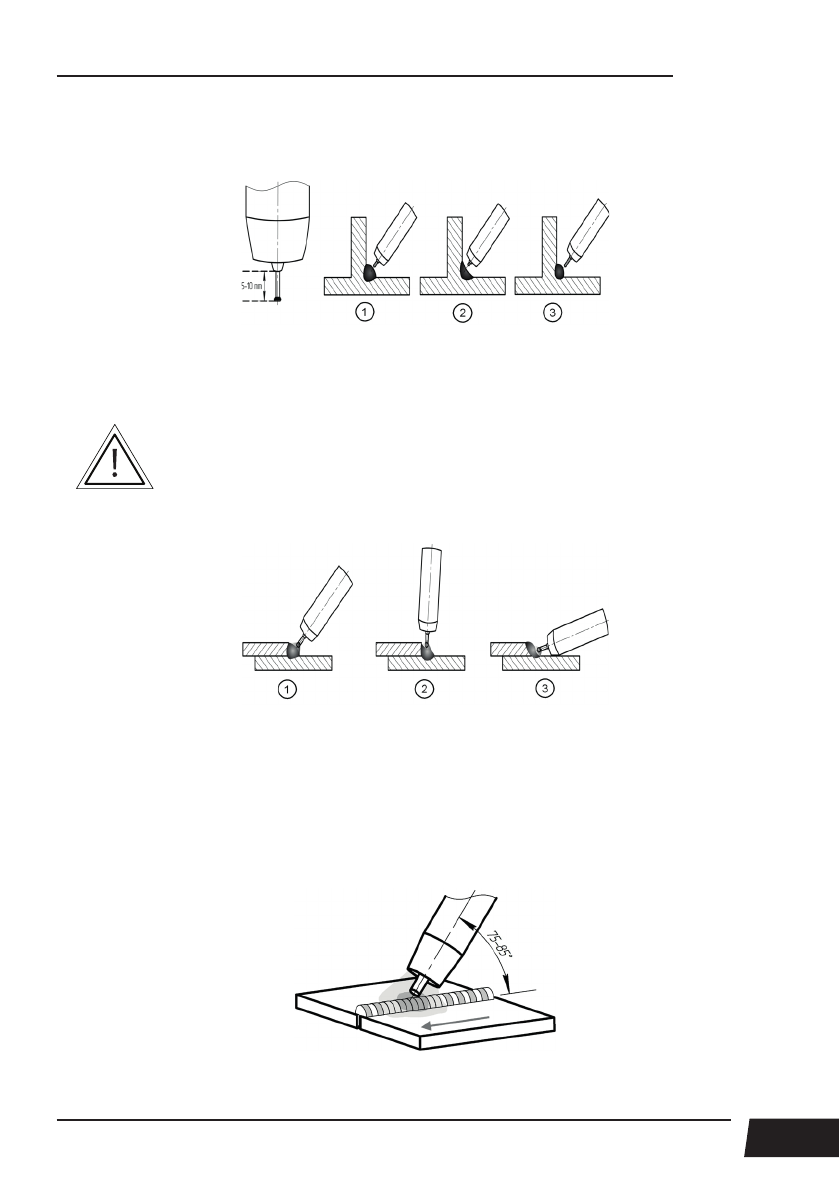
Вылет сварочной проволоки считается нормальным в пределах 5-10 мм при увеличении
вылета возрастает вероятность образования дефектов (см. рис 7.8).
Рис. 7.8. Вылет сварочной проволоки.
1. Нормальный вылет. 2. Слишком маленький. 3. Слишком большой.
Вылет сварочной проволоки при сварке необходимо выдерживать
постоянным.
На рис. 7.9 показан пример сварки в нижнем положении нахлесточного соединения.
Рис. 7.9. Формирование сварочного шва.
1. Угол наклона горелки нормальный. 2. Угол наклона горелки слишком большой. 3. Угол
наклона горелки слишком маленький.
Сварку в среде защитных газов в нижнем положении без разделки кромок выполняют
обычно без поперечных колебаний. Угол наклона горелки относительно заготовки показан
на рисунке 7.10
Рис. 7.10. Угол наклона горелки.
Содержание
- 3 УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА; использованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 5 открытыми, и он обеспечен продувом воздуха.; ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 6 МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
- 7 требования к их установке и правила эксплуатации.; ВНИМАНИЕ! При поражении электрическим током прекратите сварку,
- 8 ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
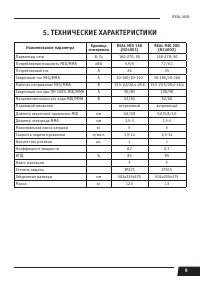
- 9 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Наименование параметра
- 10 На
- 12 надежность соединения кабеля и сетевой розетки.; При неплотном подсоединении кабелей возможны выгорания панель-
- 13 Краткое обозначение способов сварки:
- 15 Перед началом сварки при изменении диаметра или марки проволоки; Порядок смены направляющего канала показан на рисунке 7.4
- 17 Вылет сварочной проволоки при сварке необходимо выдерживать
- 18 составу основного металла.; Данные рекомендации носят ознакомительный характер.
- 19 ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ MMA СВАРКИ; ВНИМАНИЕ! При неплотном подсоединении кабелей возможны выгора-
- 21 дуги вплоть до частых кратковременных замыканий.
- 22 — заготовка подсоединена к разъему «-», а электрододержатель
- 24 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.
- 25 УСТРАНЕНИЕ НЕПОЛАДОК; ществляться только квалифицированным техническим персоналом.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




