
Сварочное оборудование Сварог PRO TIG 200 P DSP (W212) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



12
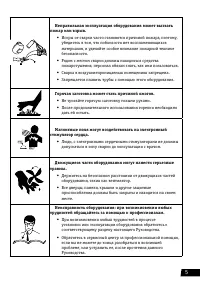
Поднесите горелку к заготовке, так чтобы вольфрамовый электрод не касался заготовки, а
находился на расстоянии 2-4 мм от неё. Нажмите кнопку на горелке. После образования дуги
приступайте к процессу сварки.
ВНИМАНИЕ! Более подробное описание настроек сварки неплавящимся электродом
для аппарата смотрите в разделах 8.2, 8.3, 8.4 настоящего руководства по эксплуатации.
8.3. ММА СВАРКА (РУЧНАЯ ДУГОВАЯ СВАРКА ПОКРЫТЫМ
ЭЛЕКТРОДОМ)
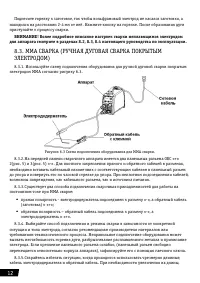
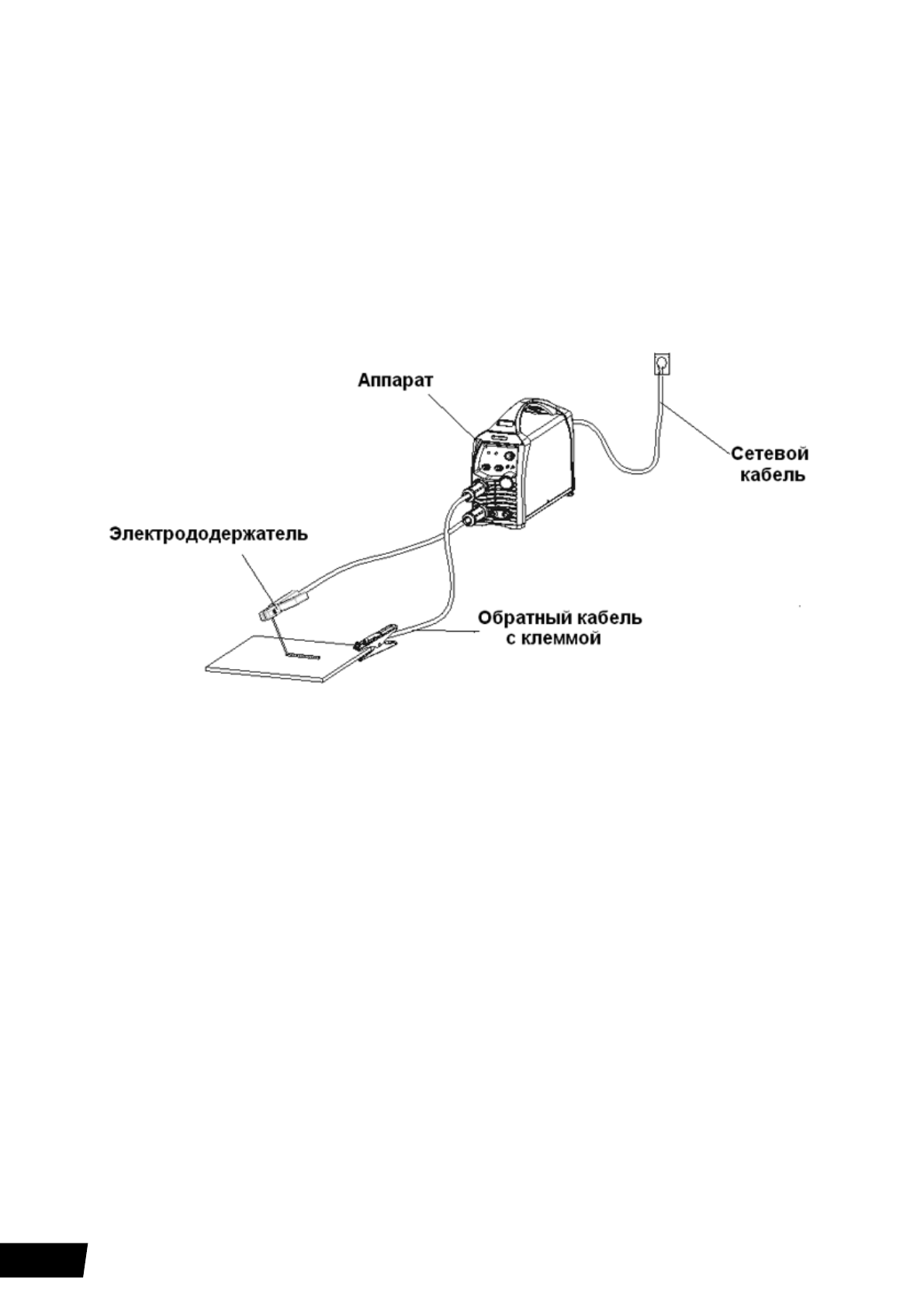
8.3.1. Используйте схему подключения оборудования для ручной дуговой сварки покрытым
электродом MMA согласно рисунку 6.3.
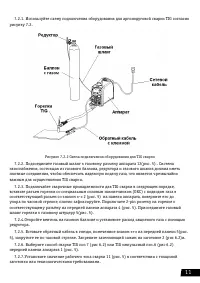
Рисунок 6.3 Схема подключения оборудования для MMA сварки.
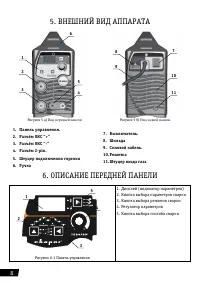
8.3.2.На передней панели сварочного аппарата имеется два панельных разъема ОКС «+»
2(рис. 5) и 3(рис. 5) «-». Для плотного закрепления прямого и обратного кабелей в разъемах,
необходимо вставить кабельный наконечник с соответствующим кабелем в панельный разъем
до упора и повернуть его по часовой стрелке до упора. При неплотном подсоединении кабелей,
возможны повреждения, как кабельного разъема, так и источника питания.
8.3.3.Существует два способа подключения сварочных принадлежностей для работы на
постоянном токе при ММА сварке:
• прямая полярность - электрододержатель подсоединен к разъему «-», а обратный кабель
(заготовка) к «+»;
• обратная полярность – обратный кабель подсоединена к разъему «-», а
электрододержатель к «+».
8.3.4. Выбирайте способ подключения и режимы сварки в зависимости от конкретной
ситуации и типа электрода, согласно рекомендациям производителя материалов или
требованиям технологического процесса. Неправильное подключение оборудования может
вызвать нестабильность горения дуги, разбрызгивание расплавленного металла и прилипание
электрода. Если крепление панельного разъема ослабло, (панельный разъем свободно
перемещается относительно корпуса аппарата), зафиксируйте его с помощью гаечного ключа.
8.3.5.Старайтесь избегать ситуации, когда приходится использовать чрезмерно длинные,
кабель электрододержателя и обратный кабель. При необходимости увеличения их длины,
Содержание
- 3 ЗАЯВЛЕНИЕ О СООТВЕТСТВИИ ПРОДУКЦИИ СТАНДАРТАМ ЕС; установкой и использованием данного оборудования.
- 4 Перед эксплуатацией сварочного генератора, необходимо
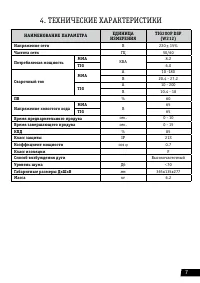
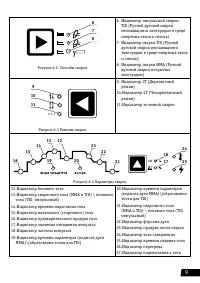
- 7 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; НАИМЕНОВАНИЕ ПАРАМЕТРА
- 8 ВНЕШНИЙ ВИД АППАРАТА; ОПИСАНИЕ ПЕРЕДНЕЙ ПАНЕЛИ
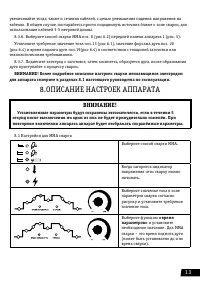
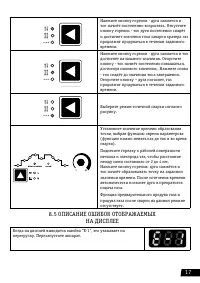
- 13 ОПИСАНИЕ НАСТРОЕК АППАРАТА; «время
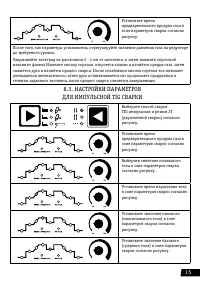
- 14 «Форсаж»; НАСТРОЙКИ ПАРАМЕТРОВ ДЛЯ СВАРКИ TIG
- 15 ДЛЯ ИМПУЛЬСНОЙ TIG СВАРКИ
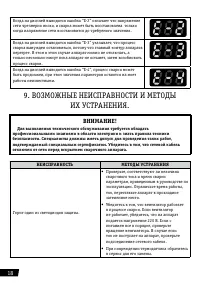
- 18 ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ; Для выполнения технического обслуживания требуется обладать; НЕИСПРАВНОСТЬ
- 19 ПРЕДОСТОРОЖНОСТИ» данного руководства.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




