Сварочное оборудование Сварог MIG 350 «TECH» (N258) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



















































77
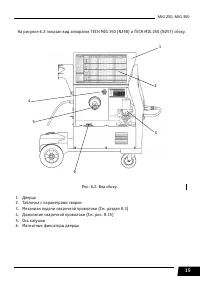
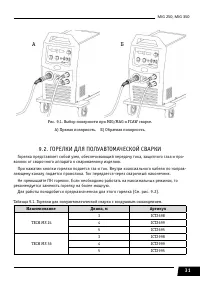
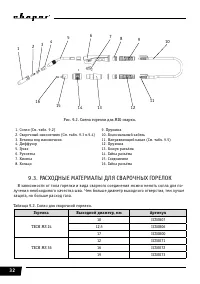
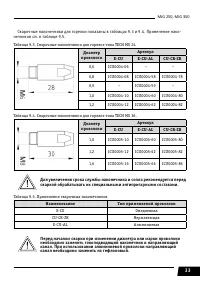
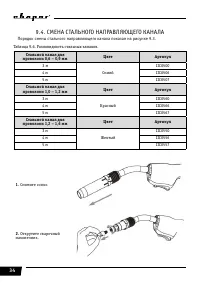
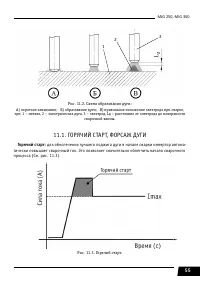
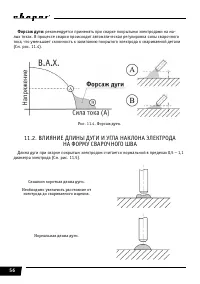
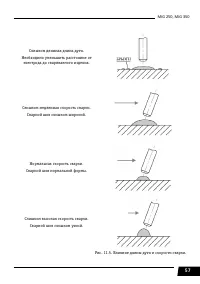
MIG 250, MIG 350
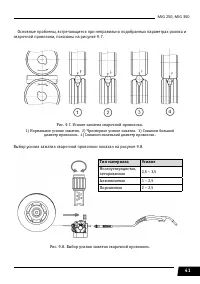
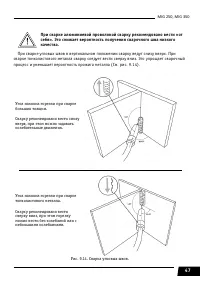
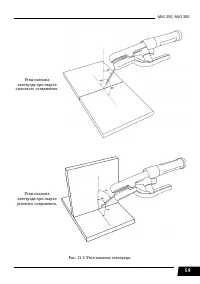
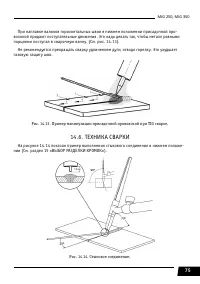
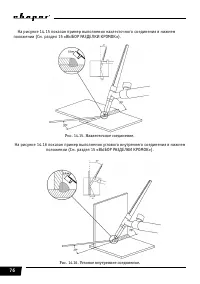
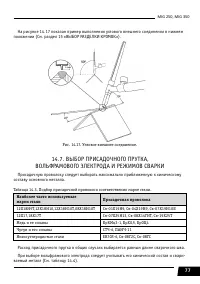
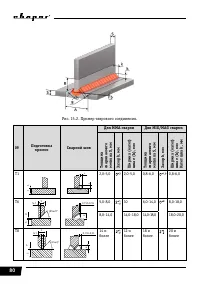
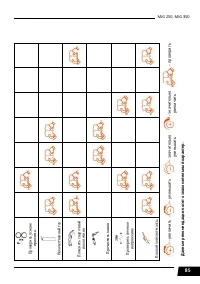
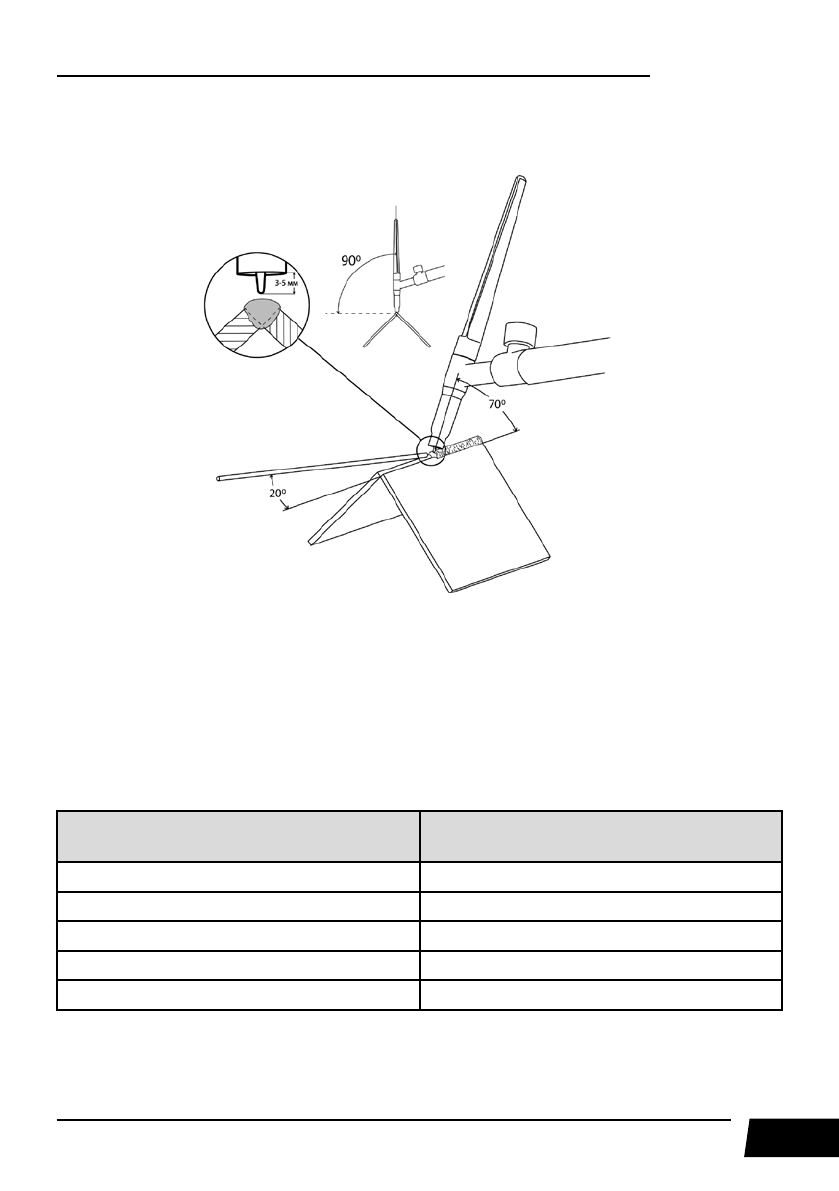
На рисунке 14.17 показан пример выполнения углового внешнего соединения в нижнем
положении (См. раздел 15 «ВЫБОР РАЗДЕЛКИ КРОМОК»).
Рис. 14.17. Угловое внешнее соединение.
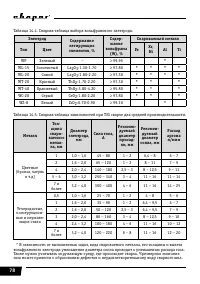
14.7. ВЫБОР ПРИСАДОЧНОГО ПРУТКА,
ВОЛЬФРАМОВОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ
Присадочную проволоку следует выбирать максимально приближенную к химическому
составу основного металла.
Таблица 14.3. Подбор присадочной проволоки соответственно марке стали.
Наиболее часто используемые
марки стали
Присадочная проволока
12Х18Н9Т,12Х18Н10,12Х18Н10Т,08Х18Н10Т
Св-01Х19Н9, Св-04Х19Н9, Св-07Х19Н10Б
12Х17,18Х17Т
Св-07Х25Н13, Св-08Х14ГНТ, Св-19Х25Т
Медь и ее сплавы
БрКМц3-1, БрХ0,5, БрОЦ4
Чугун и его сплавы
СТЧ-6, ПАНЧ-11
Низкоуглеродистые стали
ER70S-6, Св-08Г2С, Св-08ГС
Расход присадочного прутка в общих случаях выбирается равным длине сварочного шва.
При выборе вольфрамового электрода следует учитывать его химический состав и свари-
ваемый металл (См. таблицу 14.4).
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)





