
Сварочное оборудование Сварог MIG 250 Y(J04-M) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





11
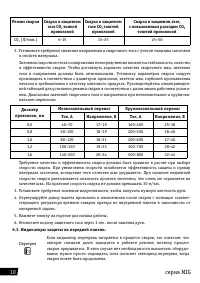
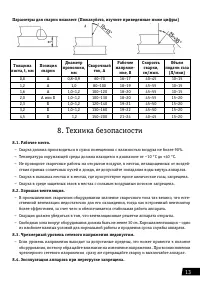
7. Рекомендуемые настройки (справочные)
Значения сварочного тока и напряжения непосредственно влияют на стабильность, качество
и эффективность сварки. Чтобы достигнуть хорошего качества сварочного шва, значения тока
и напряжения должны быть оптимальными. В обычных условиях установку параметров сварки
следует производить в соответствии с диаметром проволоки, катетом шва, глубиной проплавле-
ния металла и требованиями к качеству конечного продукта. Руководствуйтесь нижеприведен-
ными параметрами.
Параметры для сварки в стык (Пожалуйста, изучите приведенные ниже цифры)
Толщина
листа, t, мм
Зазор, g, мм
Диаметр
проволоки,
мм
Сварочный
ток, А
Рабочее
напряже-
ние, В
Скорость
сварки,
см/мин.
Объем
подачи газа
(Л/мин.)
0,8
0
0,8~0,9
60~70
16~16,5
50~60
10
1,0
0
0,8~0,9
75~85
17~17,5
50~60
10~15
1,2
0
1,0
70~80
17~18
45~55
10
1,6
0
1,0
80~100
18~19
45~55
10~15
2,0
0~0,5
1,0
100~110
19~20
40~55
10~15
2,3
0,5~1,0
1,0 или 1,2
110~130
19~20
50~55
10~15
3,2
1,0~1,2
1,0 или 1,2
130~150
19~21
40~50
10~15
4,5
1,2~1,5
1,2
150~170
21~23
40~50
10~15
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




