
Сварочное оборудование Сварог MIG 250 Y(J04-M) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





10
серия MIG
Режим сварки Сварка в защитном
газе СО
2
тонкой
проволокой
Сварка в защитном
газе СО
2
толстой
проволокой
Сварка в защитном газе,
с повышенным расходом СО
2
толстой проволокой
СО
2
(Л/мин.)
5~15
15~25
25~50
2. Установите требуемое значение напряжения и сварочного тока с учетом толщины заготовки
и свойств материала.
Значения сварочного тока и напряжения непосредственно влияют на стабильность, качество
и эффективность сварки. Чтобы достигнуть хорошего качества сварочного шва, значения
тока и напряжения должны быть оптимальными. Установку параметров сварки следует
производить в соответствии с диаметром проволоки, катетом шва, глубиной проплавления
металла и требованиями к качеству конечного продукта. Руководствуйтесь нижеприведен-
ной таблицей для установки режима сварки в соответствии с различными рабочими услови-
ями. Диапазоны значений сварочного тока и напряжения при мелкокапельном и крупнока-
пельном переносах:
Диаметр
проволоки, мм
Мелкокапельный перенос
Крупнокапельный перенос
Ток, А
Напряжение, В
Ток, А
Напряжение, В
0,6
40~70
17~19
160~400
25~38
0,8
60~100
18~19
200~500
26~40
1,0
80~120
18~21
200~600
27~40
1,2
100~150
19~23
300~700
28~42
1,6
140~200
20~24
500~800
32~44
Требуемое качество и эффективность сварки должны быть приняты в расчет при выборе
скорости сварки. При увеличении скорости ослабляется эффективность защиты и провар
материала заготовки, вследствие чего качество шва ухудшается. При слишком медленной
скорости сварки увеличивается опасность прожога заготовки, что опять же отражается на
качестве шва. На практике скорость сварки не должна превышать 30 м/час.
3. Установите требуемое значение индуктивности, чтобы получить нужную жесткость дуги.
4. Отрегулируйте длину вылета проволоки в наконечнике после сварки с помощью соответ-
ствующего регулятора времени заварки кратера во внутренней панели в зависимости от
конкретной задачи.
5. Нажмите кнопку на горелке для начала работы.
6. Отключите подачу защитного газа через 3 сек. после гашения дуги.
6.3. Индикаторы защиты на передней панели.
Перегрев
Если индикатор перегрева загорается в процессе сварки, это означает, что
аппарат слишком долго находится в рабочем режиме, поэтому процесс
сварки прерывается. В этом случае нет необходимости выключать оборудо-
вание, нужно просто подождать, пока погаснет светодиод перегрева, тогда
сварка может быть продолжена.
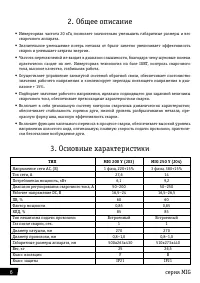
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)




