
Сварочное оборудование Ресанта САИПА-24В/200А - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.









Ред.
12
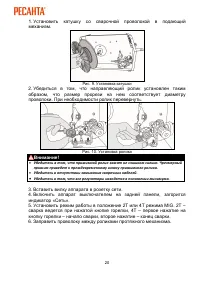
15
увеличивается разбрызгивание жидкого металла. Очень малый вылет
затрудняет наблюдение за процессом сварки, вызывает частое
подгорание газового сопла горелки. Величину вылета электрода, а
также расстояние от сопла горелки до поверхности металла
устанавливают в зависимости от выбранного диаметра электродной
проволоки.
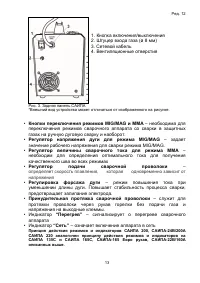
•
Расход защитного газа
определяют, в основном, в зависимости от
выбранного диаметра электродной проволоки. На него также
оказывают влияние скорость сварки, конфигурация изделия и наличие
движения воздуха, т.е. сквозняков в цехе, ветра и др. Для улучшения
газовой защиты в этих случаях приходится увеличивать расход
защитного газа, уменьшать скорость сварки, приближать сопло к
поверхности металла или пользоваться защитными щитами.
•
Наклон электрода вдоль шва
оказывает большое влияние на
глубину провара и качество шва.
При сварке углом вперед труднее вести наблюдение за
формированием шва, но лучше видны свариваемые кромки, и легче
направлять электрод точно по зазору между ними. Ширина шва при
этом возрастает, а глубина провара уменьшается. Сварку углом
вперед рекомендуется применять при небольших толщинах металла,
когда существует опасность сквозных прожогов.
При сварке углом назад улучшается видимость зоны сварки,
повышается глубина провара и наплавленный металл получается
более плотным.
•
Род тока и полярность.
Сварку в защитном газе выполняют
постоянным током обратной полярности. При этом на сварочную
горелку подается «+», а на деталь
«-
». Сварку полуавтоматическим
сварочным аппаратом без подачи газа выполняют постоянным током
прямой полярности.
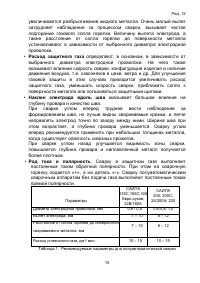
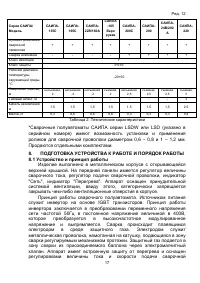
САИПА
135С;165С;165
Евро рукав;
22В/160А
САИПА
200; 200С;
24/200А; 220
Параметры
Диаметр электродной проволоки, мм
0,
6
/ 0,8
0,6/0,8/
1
,0
Вылет электрода, мм
7
–
10
8
–
12
Расстояние от сопла горения до поверхности
7
–
10
8
–
12
свариваемого металла, мм
Расход углекислого газа, дм
3
/ мин
10
–
15
10
–
15
Таблица
1
. Рекомендуемые параметры для полуавтоматической сварки
Содержание
- 4 СОДЕРЖАНИЕ
- 6 ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства; Условия по эксплуатации
- 8 Проводя; ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
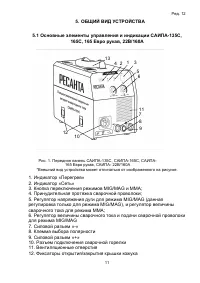
- 11 65 Евро рукав, САИПА
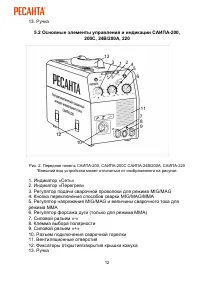
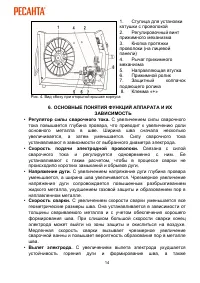
- 14 Рис. 4. Вид сбоку при открытой крышке корпуса; ОСНОВНЫЕ ПОНЯТИЯ ФУНКЦИЙ АППАРАТА И ИХ
- 15 Расход углекислого газа, дм
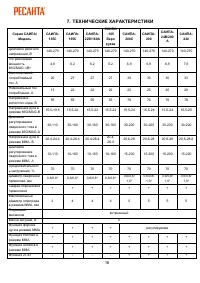
- 16 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- 17 Таблица 2. Технические характеристики; ПОДГОТОВКА УСТРОЙСТВА К РАБОТЕ И ПОРЯДОК РАБОТЫ
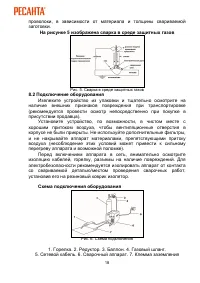
- 18 На рисунке 5 изображена сварка в среде защитных газов; . Сварка в среде защитных газов; Подключение оборудования
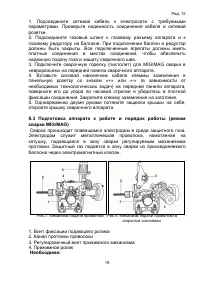
- 19 Подготовка аппарата к работе и порядок работы (режим; открытом состоянии
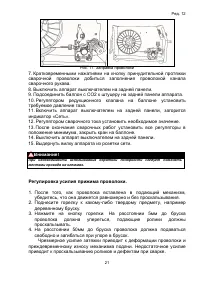
- 21 местами провода на клеммах.; Регулировка усилия прижима
- 22 Подготовка аппарата к работе и порядок работы (режим ММА)
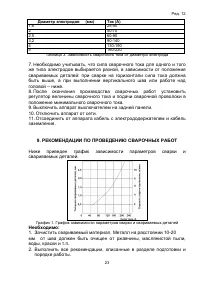
- 23 Диаметр электродов; Таблица 3. Зависимость сварочного тока от диаметра электрода; РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ
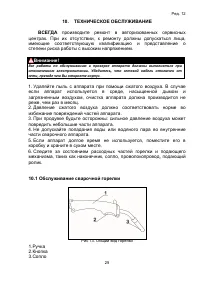
- 25 Рис 13. Общий вид горелки
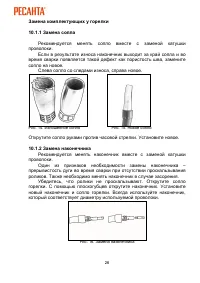
- 26 Замена комплектующих у горелки; Рис. 15. Новое сопло
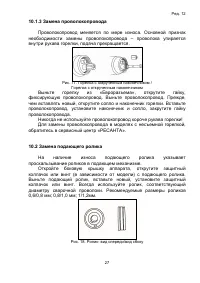
- 27 Горелка с открученным наконечником; Замена подающего ролика; вид спереди/вид сбоку
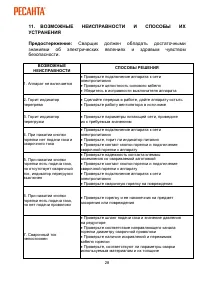
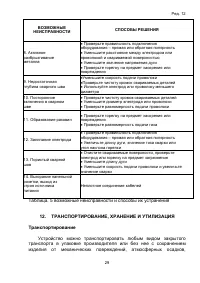
- 28 Сварщик должен обладать достаточными; ВОЗМОЖНЫЕ
- 29 возможные неисправности и способы их устранения; ТРАНСПОРТИРОВАНИЕ, ХРАНЕНИЕ И УТИЛИЗАЦИЯ; Устройство можно транспортировать любым видом закрытого
- 32 ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












