Сварочное оборудование FUBAG TS MIG 250 T PRO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





www.fubag.ru
O
m
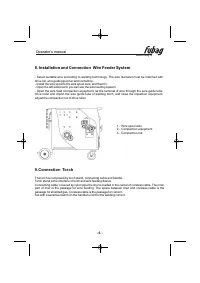
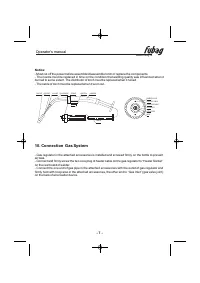
perator's
anual
- 11 -
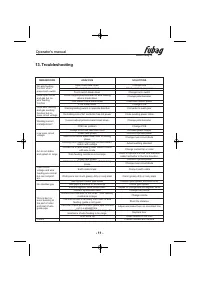
1 . Troubleshooting
3
BREAKDOWN
ANALYSIS
SOLUTIONS
Input fuse break down
Change fuse
Power isn’t connected
Check and turn on power
No wire feeding
function when
press torch switch
Torch switch break down
Change torch switch
Current adjust potentiometer on wire feeding
device break down
Change potentiometer
Wire feeder cable break down
Close wire feeder power
Have open circuit
and gas but no
wire feeding
function
PCB break down
Change PCB
Welding/testing switch in opposite direction
Converter to weld gear
Have wire feeding
and gas sending
function but no
open circuit voltage
Controlling coil of AC contactor has not power
Close winding power cable
Current adjust potentiometer break down
Change potentiometer
Welding current
maladjustment
PCB has problem
Change PCB
Voltage is too low, less than 350V
Increase power supply
Power lack phase
Connect 3 phase power
Low open circuit
voltage
Main circuit diode break down lead to lacking
phase
Change main circuit diode
Welding norm select incorrectly, current doesn’t
match with voltage
Adjust welding standard
Contact tip or wire feeding roller doesn’t match
with wire mode
Change contact tip or roller
Wire feeding resistance is too large
Clean or replace the liner and the torch
cable had better in the line direction.
Power lack phase
Connect 3 phase power
Arc is not stable
and splash is large
Main circuit diode break down lead to lacking
phase
Change main circuit diode
Earth cable break
Connect earth cable
Open circuit
voltage and wire
feeding are normal
but can not pilot
arc
Work piece has much greasy dirty or rusty stain
Clean greasy dirty or rusty stain
Gas system rubber pipe break
Connect gas system and bind firmly
Gas pipe is pressed or blocked up
Check gas system
No shielded gas
Electromagnetic valve break down
Repair or change electromagnetic valve
Contact tip stick with wire
Change the nozzle
Nozzle inner diameter is too small
,
Wire feeding
resistance is large
Change nozzle
The inlet of liner is far away from roller of wire
feeding, guide is not good.
Short the distance
The roller’s level part and wire guide pipe core are
not in a straight line.
Adjust and make them on one direct line
Liner inner diameter is too little or too large, the
resistance of wire feeding is too large.
Replace liner
Wire is bent or
even buckling at
the part of roller
and inlet of wire
guide pipe
Liner block up
Clean rubbish in the liner
Others
Please connect with service
Содержание
- 15 Не выполняйте никаких переключений во время сварки.
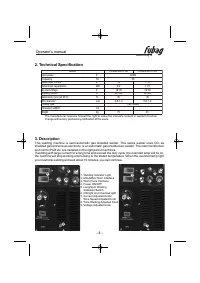
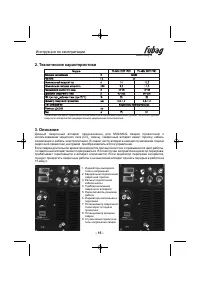
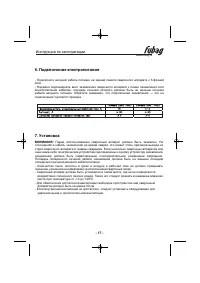
- 16 Технические характеристики; Данный сварочный аппарат предназначен для MIG/MAG
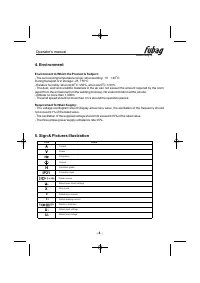
- 17 Расшифровка пиктограмм
- 18 Подключение электропитания; Перед использованием сварочный аппарат должен быть заземлен. Не
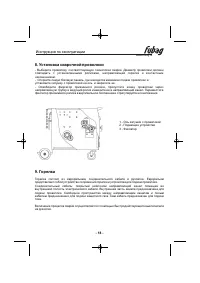
- 19 Установка сварочной проволоки; установите катушку с проволокой на ось и закрепите ее.
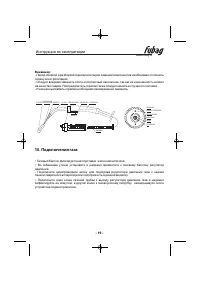
- 20 еобходимо своевременно заменить.
- 21 расстояние
- 22 Отключение; Непрерывная сварка; Cледите за данными; Примечание. Не переключайте регуляторы во время процесса сварки.
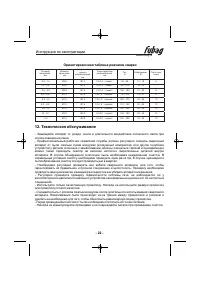
- 23 Техническое обслуживание; Ориентировочная таблица режимов сварки
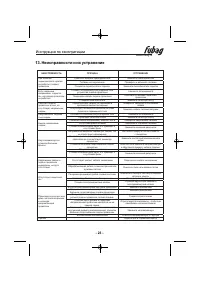
- 24 Неисправности и их устранение
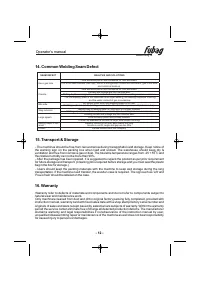
- 25 Типовые дефекты сварочного шва












