Сварочное оборудование FUBAG TS MIG 250 T PRO - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





Attention:
Warning!
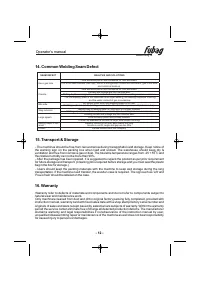
Continuous Welding
Spot Welding
If welding with large current for a long time and exceed the duty cycle, the overload lamp
will light. The machine will stop working until locking to the stated temperature. When the overload
lamp lights you must stop welding and wait about 15 minutes , you can continue.
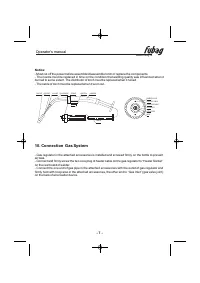
If the equipment can not work normally, you should stop working at once and check
trouble reason. You must use career man to maintenance ; forbid repairing, you had better to use
commendatory spare parts.
Before any maintenance, make sure the main switch has been cut or remove the fuse
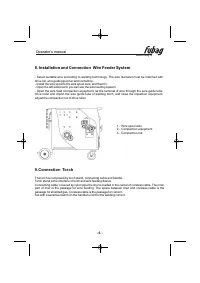
It can carry stepless change to wire feeding motor speed by means of speed potentiometer. The
feeding speed directly influences the size of welding current. Under matched voltage, the wire
feeding is faster, the current is larger.
The welder process is as follows:
Start Pre-send Gas 0 3-0 6 s
)
Turn On Power Source Feed Wire Start Welding Stop Wire
Feeding Cut off Power Stop Gas (2-3 s
)
Welding will continue when press torch switch and it will stop when loose the switch. It is suitable for
long welding seam weld.
Its adjustment mode is as bellow:
a) Turn select switch to
position and preset voltage.
b) You should observe the data shown on
whether conform to the technical norm when test.
Welding will begin when press torch switch. It will not stop until spot welding end and arc extinguish.
The spot welding time may be adjusted by means of
adjust knob.
Its adjustment mode is as bellow:
a) Turn select switch to
position and preset voltage.
b) Preset
adjust knob.
djust
and
adjust knob to meet the technical
requirements of welding.
.
-
( ,
,
ec -
-
-
-
-
-
ec .
and
Continuous Welding
Spot Welding
Spot Welding
Spot Welding Time
V
A
A
V
A
Notice: No switching when welding and stop welding before adjust
.
switch
www.fubag.ru
O
m
perator's
anual
- 9 -
Содержание
- 15 Не выполняйте никаких переключений во время сварки.
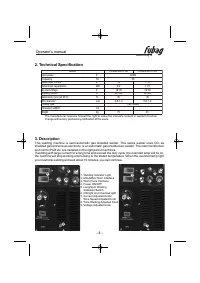
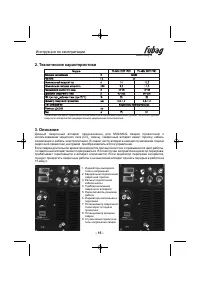
- 16 Технические характеристики; Данный сварочный аппарат предназначен для MIG/MAG
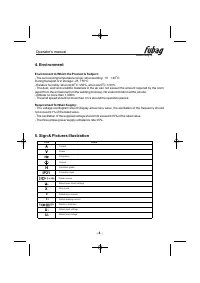
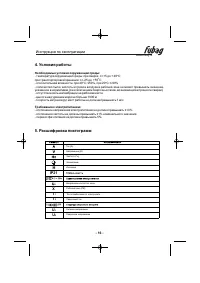
- 17 Расшифровка пиктограмм
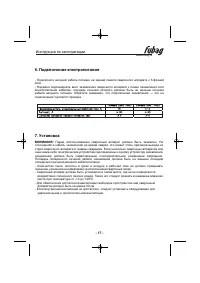
- 18 Подключение электропитания; Перед использованием сварочный аппарат должен быть заземлен. Не
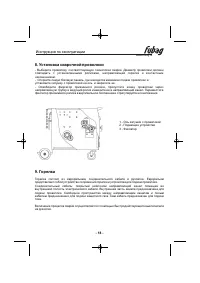
- 19 Установка сварочной проволоки; установите катушку с проволокой на ось и закрепите ее.
- 20 еобходимо своевременно заменить.
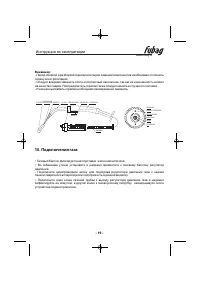
- 21 расстояние
- 22 Отключение; Непрерывная сварка; Cледите за данными; Примечание. Не переключайте регуляторы во время процесса сварки.
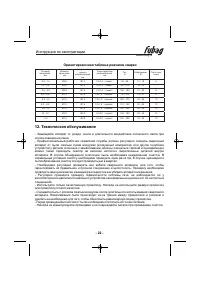
- 23 Техническое обслуживание; Ориентировочная таблица режимов сварки
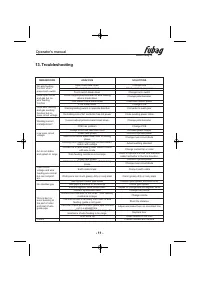
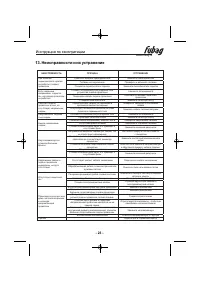
- 24 Неисправности и их устранение
- 25 Типовые дефекты сварочного шва












