Сварочное оборудование Blue Weld Aluplus 6100 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




- 9 -
www.blueweld.ru
Очень
важно
создать
прочность
в
месте
сварки
между
болтом
и
рабочей
поверхностью
.
Особенно
нежелательны
для
стали
закалочные
трещины
.
Для
обрабатываемого
материала
и
прочности
болтов
действуют
очень
жесткие
допуски
.
Содержание
углерода
в
болтах
из
стали
должно
быть
ниже
0,2%.
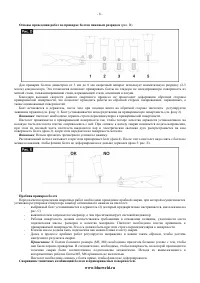
Свариваемость
различных
материалов
и
допустимые
комбинации
между
болтом
и
металлической
рабочей
поверхностью
указаны
в
таблице
2.
Таблица
2.
Материал
болта
Материал
привариваемой
поверхности
Сталь
0,2 %
углерода
с
мед
ны
м
пок
рыт
ием
Нержавею
щая
ст
ал
ь
Лату
нь
Медь
/
Ци
нк
38
%
Ал
юмин
ий
/
Магний
3%
Ал
юмин
ий
/
Крем
ни
й
12%
Ал
юмин
ий
99,5
%
Сталь
,
до
30%
углерода
A
A
A
C
C
C
Гальванизированная
сталь
B
B
A
C
C
C
Нержавеющая
сталь
A
A
B
C
C
C
Латунь
A
B
A
C
C
C
Медь
B
C
A
C
C
C
Алюминий
99,5%
C
C
C
A
B
B
Алюминий
/
Магний
1%
C
C
C
B
A
B
Алюминий
/
Магний
3-5%
C
C
C
B
A
B
Алюминий
/
Магний
/
Кремний
C
C
C
B
A
B
Максимальный
предел
прочности
,
Н
/
мм
2
400 500 350 180 150 100
А
-
хороший
сварная
комбинация
В
-
не
очень
хорошая
сварная
комбинация
С
-
несварная
комбинация
К
сведению
:
рабочая
поверхность
должна
быть
гладкой
.
Слой
эмали
,
ржавчины
,
окалины
,
жира
или
любого
другого
несвариваемого
металлопокрытия
должен
быть
удален
.
Для
этого
необходимо
использовать
вспомогательные
средства
.
Металлическая
основа
со
слоем
окалины
или
ржавчины
должна
быть
тщательно
очищена
.
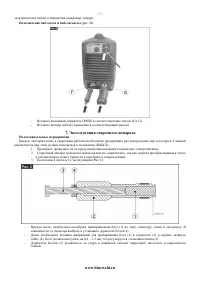
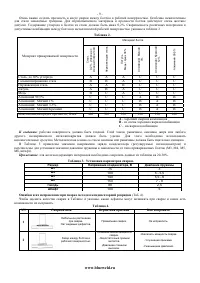
В
Таблице
3
приведены
значения
напряжения
заряда
конденсатора
(
регулируемые
потенциометром
)
и
перечислены
для
установки
значения
давления
пружины
в
зависимости
от
типа
привариваемых
болтов
(
М
3,
М
4,
М
5,
М
6,
штифт
).
Примечание
:
для
железосодержащих
материалов
необходимо
сократить
данные
из
таблицы
на
20-30%.
Таблица
3.
Установки
параметров
сварки
.
Размер
Напряжение
конденсатора
,
В
Давление
пружины
М
3
75 3
М
4
100
5 - 5,5
М
5
140
5,5 - 6
М
6
150
7 - 8
Гвоздь
80 2,5
Штифт
100 5
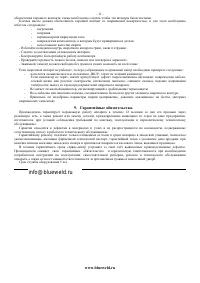
Ошибки
и
их
исправление
при
сварке
методом
конденсаторной
разрядки
(
Таб
. 4).
Чтобы
оценить
качество
сварки
в
Таблице
4
указаны
,
какие
дефекты
могут
возникать
при
сварке
и
какие
есть
возможности
их
исправить
.
Таблица
4.
NN
Сварной
шов
Вероятная
причина
Как
исправить
1
Небольшое
растекание
при
сварке
.
Нет
видимых
дефектов
.
Правильная
сварка
.
Не
исправлять
.
2
Зазор
между
болтом
и
рабочей
поверхностью
.
-
Слишком
низкая
мощность
сварки
.
-
Недостаточный
прижим
металла
.
-
Давление
слишком
высокое
.
-
Увеличить
мощность
сварки
.
-
Улучшение
прижима
.
-
Уменьшение
давления
.

