Сварочное оборудование Blue Weld Aluplus 6100 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




- 8 -
www.blueweld.ru
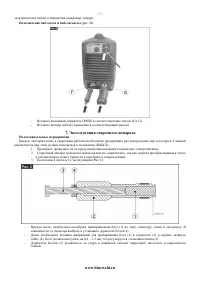
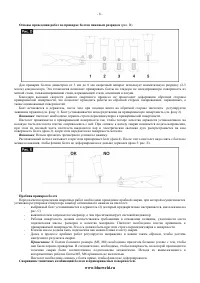
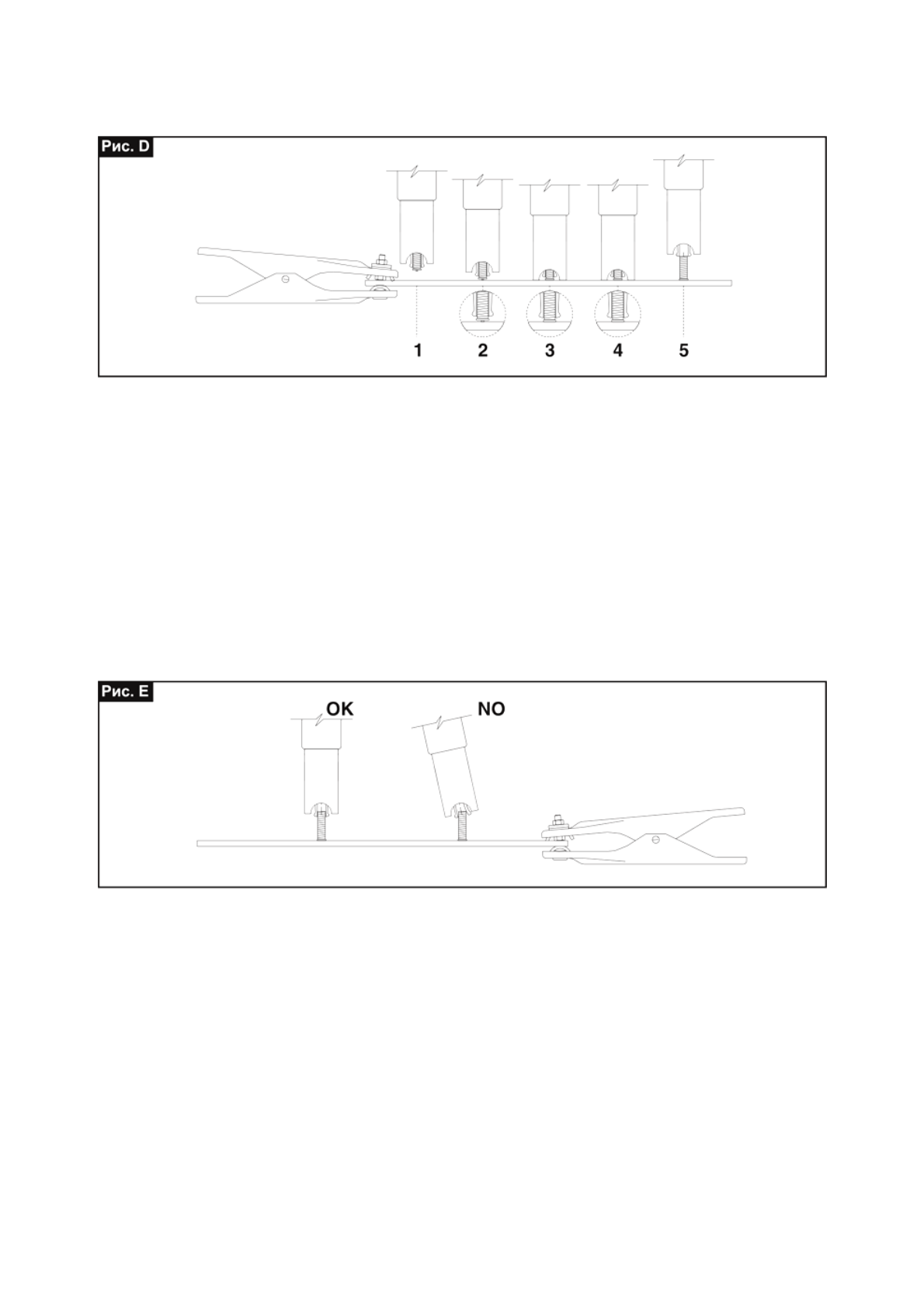
Основы
проведения
работ
по
приварке
болтов
пиковым
разрядом
(
рис
. D).
Для
приварки
болтов
диаметром
от
3
мм
до
8
мм
сварочный
аппарат
использует
моментальную
разрядку
(2-3
млсек
)
конденсатора
.
Эта
технология
позволяет
приваривать
болты
на
гладкую
не
оксидированную
поверхность
из
мягкой
стали
,
гальванизированной
стали
,
нержавеющей
стали
,
алюминия
и
латуни
.
Благодаря
высокой
скорости
данного
сварочного
процесса
не
происходит
деформации
обратной
стороны
привариваемой
поверхности
,
что
позволяет
проводить
работы
на
обратной
стороне
лакированных
,
окрашенных
,
а
также
оцинкованных
поверхностей
.
Болт
вставляется
в
держатель
,
после
чего
при
помощи
винта
на
обратной
стороне
пистолета
регулируется
зажимная
пружина
(
см
.
фазу
1).
Болт
устанавливается
непосредственно
на
привариваемую
поверхность
(
см
.
фазу
2).
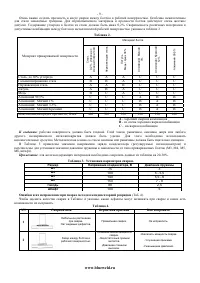
Внимание
:
пистолет
необходимо
держать
строго
перпендикулярно
к
привариваемой
поверхности
.
Пистолет
прижимается
к
привариваемой
поверхности
так
,
чтобы
четыре
лепестка
держателя
установленного
на
носовую
часть
пистолета
плотно
соприкасались
с
ней
.
При
сигнале
к
началу
сварки
начинается
подача
напряжения
,
при
этом
из
носовой
часть
пистолета
выделяется
пар
и
электрическая
световая
дуга
распространяется
на
всю
поверхность
болта
(
фаза
3),
и
при
этом
передается
на
поверхность
металла
.
Внимание
:
Нельзя
прилагать
чрезмерного
усилия
по
нажиму
.
Расплавленный
металл
застывает
и
при
этом
приваривает
болт
(
фаза
4).
После
этого
пистолет
надо
снять
с
болта
не
меняя
положения
,
чтобы
фланец
болта
не
деформировался
и
дольше
держался
(
фаза
5;
рис
. E).
Пробная
приварка
болта
Перед
началом
проведения
сварочных
работ
необходимо
проведение
пробной
сварки
,
при
которой
осуществляется
установка
регулировок
генератора
и
выбор
оптимального
нажима
на
пистолет
:
-
выбранный
болт
устанавливается
в
держатель
(2) (
который
предварительно
настраивается
,
как
показано
на
рис
.
С
)
-
выключателем
запускается
генератор
,
о
чем
просигнализирует
световой
индикатор
.
-
Рабочая
поверхность
должна
соответствовать
требованиям
в
отношении
толщины
,
удаленности
места
подключения
массы
,
размеров
и
качества
материала
.
Пистолет
необходимо
плотно
прижимать
к
привариваемой
поверхности
.
Его
ось
должна
быть
при
этом
строго
перпендикулярна
к
поверхности
.
-
Клемма
массы
должна
быть
подключена
как
можно
ближе
к
месту
сварки
.
-
Далее
в
процессе
пробных
работ
регулируется
напряжение
и
нажим
таким
образом
,
чтобы
достичь
наилучшего
результата
сварки
.
Примечание
:
К
болтам
большего
размера
(
М
5,
М
6)
необходимо
прилагать
большее
усилие
с
тем
,
чтобы
они
были
хорошо
приварены
.
И
следовательно
,
необходимо
,
чтобы
поверхность
,
на
которой
производится
точечная
сварка
были
соответственно
подготовлены
механически
.
Исходя
из
вышесказанного
в
авторемонтных
работах
болты
М
5,
М
6
применять
не
желательно
.
Пистолет
необходимо
снимать
с
болта
прямо
,
чтобы
фланец
не
деформировался
.
Сваривание
типичных
комбинаций
болтов
и
привариваемых
поверхностей
.

