
Сварочное оборудование Aurora ULTIMATE 300 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.












17
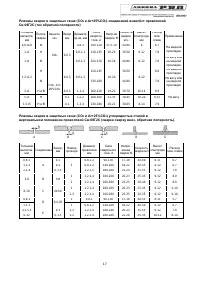
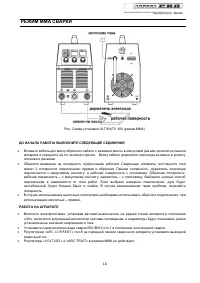
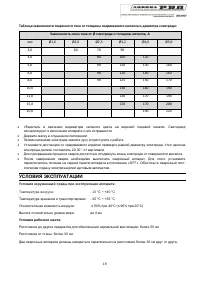
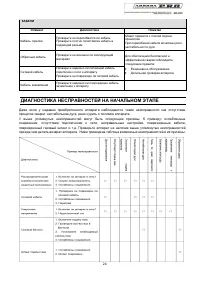
Режимы сварки в защитных газах (СO
2
и Ar+25%СO
2
) соединений внахлёст проволокой
Св-08Г2С (ток обратной полярности)
Толщина
металла,
мм
Полож.
сварки
Защитн.
газ
Зазор
мм
Диаметр
пр-ки, мм
Сила
сварочн.
тока, А
Напр-ие
сварки, В
Скорость
сварки,
м/ч
Вылет
электрода,
мм
Расход
газа,
л/мин
Примечание
0,8+0,8
В
СO
2
0-0,5
0,8-1
100-120
17,5-19
40-80
8
6-7
На медной
прокладке
1+1
Н
0,8-1,2
110-135
18-20
30-50
8-12
7-8
1+1
В
0,8-1,2
120-150
18-20
40-80
8-12
7-8
На весу или
на медной
прокладке
1,2+1,2
Н
СO
2
, Ar+
25%СO
2
0-0,5
0,8-1,2
120-145
18-20
30-50
8-12
6-8
На медной
прокладке
В
130-160
40-80
7-8
На весу или
на медной
прокладке
2+2
Н и В
0-0,5
1-1,4
160-220
19-22
30-70
10-14
8-9
На весу
5+5
Н
0-1
1,2-2
200-500
21-35
30-45
10-20
9-15
1,5+5
Н и В
0-1
1-1,4
130-180
19-22
30-65
8-14
7-9
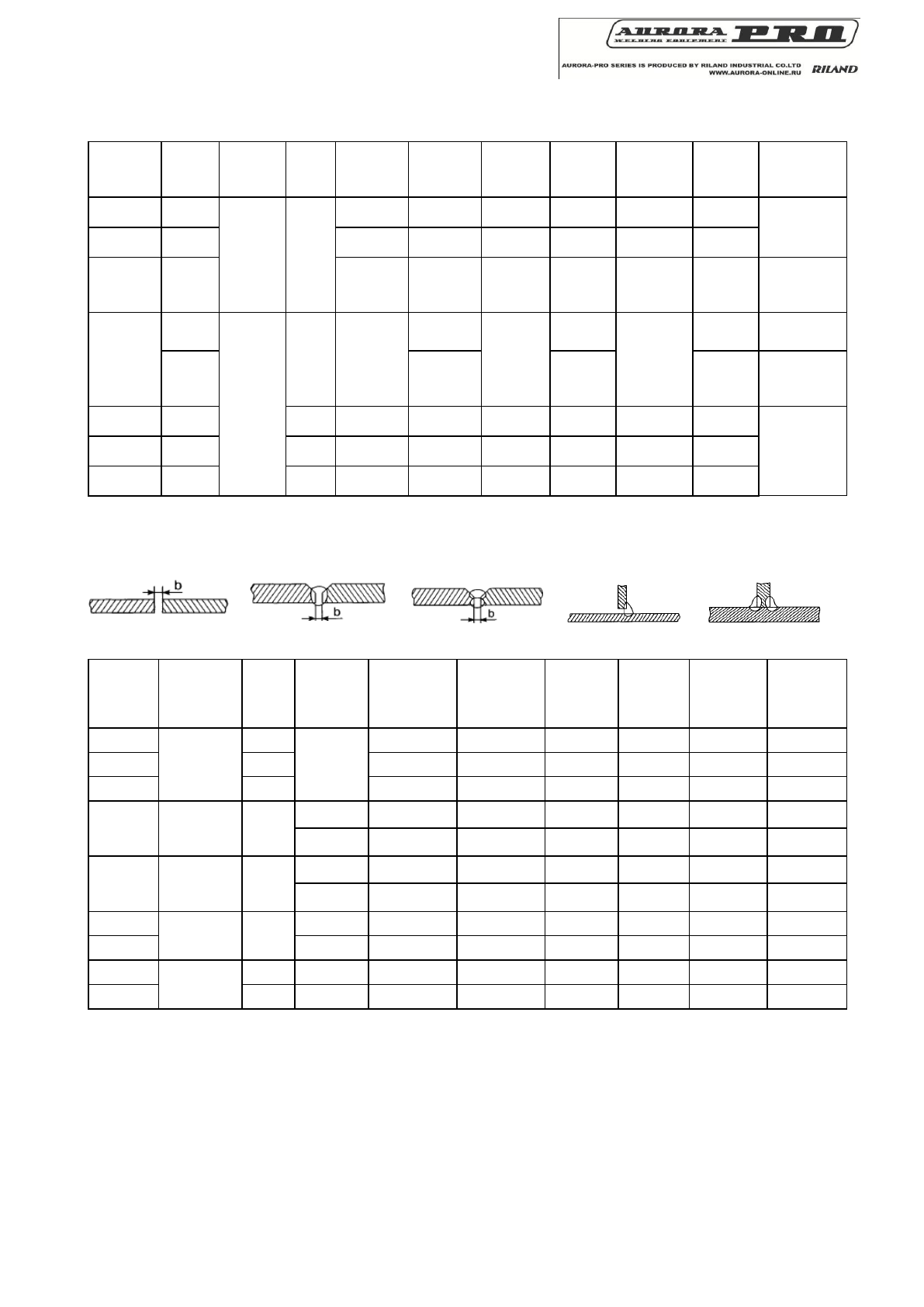
Режимы сварки в защитных газах (СO
2
и Ar+25%СO
2
) углеродистых сталей в
вертикальном положении проволокой Св-08Г2С (сварка сверху вниз, обратная полярность).
A B C D E
Толщина
металла,
мм
Соединение
Зазор,
мм
Номер
прохода
Диаметр
проволоки
мм
Сила
сварочного
тока, А
Напря-
жение
сварки В
Скорость
сварки м/ч
Вылет
электрода
мм
Расход
газа, л/мин
0,8-1
A
0-1
1
0,8-1,2
90-130
17-18
40-60
8-11
6-7
1,2-2
0-1
0,8-1,2
140-200
18-22
40-55
8-12
6-7
2,2-4
0-1,5
1,2-1,5
180-260
21-24
35-55
9-12
7-8
3-6
B
1±1
1
1,2-1,4
160-200
20-23
25-45
9-12
8-9
2
1,2-1,4
200-260
23-25
20-40
9-12
8-9
8-10
C
2±1/2
1
1,2-1,4
160-200
20-23
25-45
9-12
9-10
2-3
1,2-1,4
200-260
23-35
20-35
9-12
9-10
0,8-1
D
0-0,05
1
0,8-1
90-130
17-18
40-55
8-11
5-7
1,5-3
1
0,8-1,2
140-200
18-22
40-50
8-12
6-7
3,2-5,5
E
0-1
1-2
1,2-1,4
160-240
20-23
35-55
9-12
7-8
6-12
0-1,5
1-2
1,2-1,4
200-260
22-26
25-35
10-12
8-10
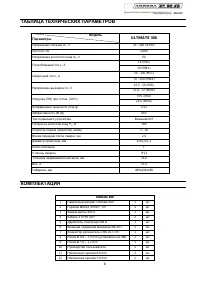
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












