
Сварочное оборудование Aurora ULTIMATE 300 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.













15
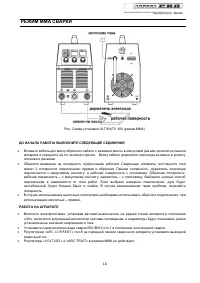
РАБОТА НА АППАРАТЕ
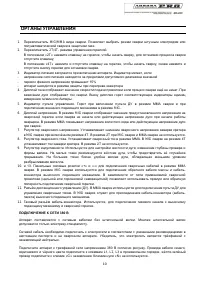
После включения аппарата вентилятор работает и индикатор питания горит. Светодиод сигнализирует
о включении аппарата и его исправности. Ранее установленное напряжение и значение тока
отображаются на вольтметре и амперметре.
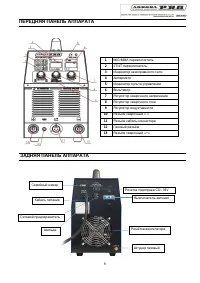
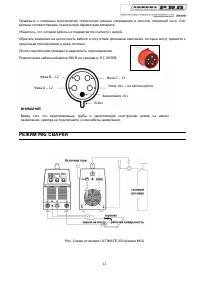
Выставьте переключатель режимов MIG/ММА поз.1 в положение «МIG».
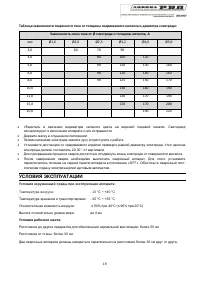
На подающем устройстве установите необходимые значения сварочного тока и напряжения в
зависимости от толщины свариваемого металла и диаметра проволоки согласно таблицам сварочных
параметров, приведённых ниже. Если процесс сварки не начат, то дисплей напряжения покажет
установленное значение напряжения, а дисплей тока покажет процент от максимальной скорости
подачи проволоки (максимальное значение - 100%). При этом горит индикатор «м/мин».
При начале сварки дисплей тока покажет значение реального сварочного тока в Амперах. При этом
будет гореть соответствующий индикатор единиц измерения.
Когда требуется установка параметров дуги для режима заварки кратера, необходимо поставить
переключатель режима работы сварочной горелки поз.2 на панели сварочного аппарата в положение
4Т, затем установите необходимые значения напряжения и тока заварки кратера.
Нажмите кнопку сварочной горелки, чтобы начать сварку, после возникновения дуги и стабилизации
процесса сварки кнопку можно отпустить, процесс сварки продолжится (четырёхтактный режим).
Нажмите кнопку горелки еще раз и удерживайте её для перехода в режим заварки кратера, ток начнёт
плавно спускаться до установленного ранее значения. При отпускании кнопки дуга погаснет, процесс
сварки остановится и будет работать продувка шва защитным газом в течении 1-2 секунд.
Когда переключатель режима работы горелки установлен в положении 2Т функция заварки кратера не
доступна. Для начала процесса сварки нажмите и удерживайте кнопку сварочной
горелки, и отпустите ее, чтобы остановить сварку (двухтактный режим).
Ручкой «ARC TRAIT» поз.9 установите желаемую динамику дуги.
ЗАВЕРШЕНИЕ РАБОТЫ
После завершения сварки необходимо выключить сварочный аппарат. Для этого установите
переключатель питания на задней панели аппарата в положение «OFF». Отключите подачу газа, перекрыв
вентиль на баллоне. Обесточьте сварочный пост, отключив подачу электроэнергии щитовым автоматом.
-
При возникновении неисправности, связанной с отсутствием фазы, эксплуатация
оборудования запрещена.
-
Если вентилятор не запустился после включения питания, эксплуатация оборудования
запрещена.
-
Если колебания напряжения в сети трехфазного питания превышает ± 10%, эксплуатация
оборудования запрещена.
-
Не перемещайте устройство подачи проволоки за сварочную горелку.
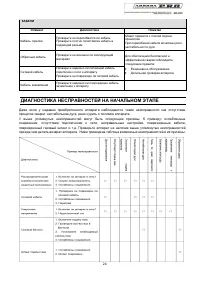
ИНСТРУКЦИЯ К ВЫБОРУ ПАРАМЕТРОВ СВАРКИ
Выбор сварочного тока и напряжения напрямую влияет на стабильность, качество и эффективность
сварки.
Для достижения хорошего качества шва необходимо установить оптимальные значения сварочного тока
и напряжения.
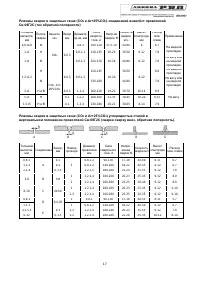
Обычно, параметры сварки задаются в соответствии с диаметром сварочной проволоки, требуемым
капельным переносом и желаемым качеством конечного продукта.
Руководствуйтесь нижеприведенными параметрами в таблицах для различных видов соединений,
пространственных положений и газовых смесей.
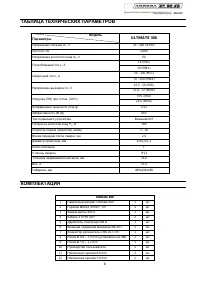
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












