
Сварочное оборудование Aurora SPEEDWAY 200 SYNERGIC - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.
















Рисунок
9
. Точная регулировка установленного напряжения в режиме MIG
d)
Нажмите повторно кнопку меню
,
главный дисплей отобразит точный диапазон индуктивности.
Поверните кнопку установки параметров, чтобы установить диапазон от
-
10% до +10%, как показано на
рисунке.
Рисунок
10
. Точная регулировка диапазона индуктивности в режиме MIG
e)
Протяжка проволоки. Нажмите переключатель, чтобы выбрать режим
MIG
. После подключения горелки
MIG
держите кнопку горелки 5 секунд, отключится подача газа и дисплей будет выглядеть так, как показано на
рисунке
11
. При этом не производите сварку, держите горелку на расстоянии от свариваемых деталей.
Предварительно снимите с горелки токопроводящий наконечник, чтобы проволока не застряла внутри.
Катушка проволоки внутри аппарата начнет вращаться, и скорость подачи проволоки будет составлять 11
-
12
м/мин на протяжении 20 секунд. Затем, процесс автоматически остановится.
Рисунок
11
. Процесс подачи проволоки в режиме
MIG
Содержание
- 2 ПРЕДИСЛОВИЕ; ВНИМАНИЕ
- 3 МЕРЫ ПРЕДОСТОРОЖНОСТИ; Знак
- 5 пожалуйста, обратите внимание на следующие правила:
- 6 Электромагнитные помехи.
- 8 ОПИСАНИЕ АППАРАТА; Предупреждение
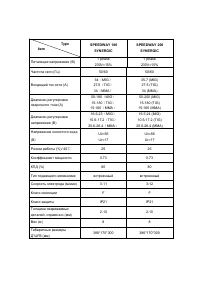
- 9 ТАБЛИЦА ТЕХНИЧЕСКИХ ПАРАМЕТРОВ; SYNERGIC; phase; Тип
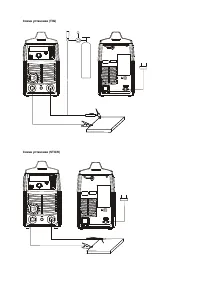
- 11 ИНСТРУКЦИЯ ПО УСТАНОВКЕ; Правильная установка MIG; Правильная установка
- 12 Эта процедура должна выполняться электриком!
- 14 ПАНЕЛЬ УПРАВЛЕНИЯ; Схема передней панели
- 15 ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
- 16 Рисунок
- 19 Дисплей защиты от перегрева
- 20 ЗАМЕТКИ И МЕРЫ ПРЕДОСТОРОЖНОСТИ; Условия эксплуатации
- 21 ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ; Б. Ток на выходе не соответствует номинальным показателям:
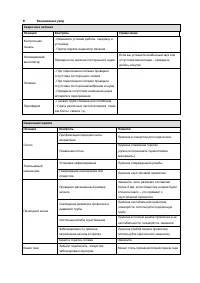
- 22 ЕЖЕДНЕВНАЯ ДИАГНОСТИКА
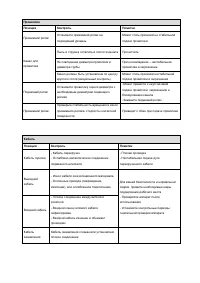
- 25 УСТРАНЕНИЕ ВОЗМОЖНЫХ НЕИСПРАВНОСТЕЙ; Неисправности
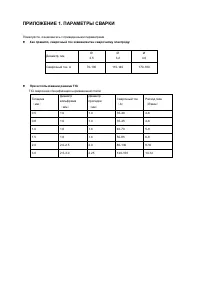
- 26 ПРИЛОЖЕНИЕ 1. ПАРАМЕТРЫ СВАРКИ; Как правило, сварочный ток эквивалентен сварочному электроду:
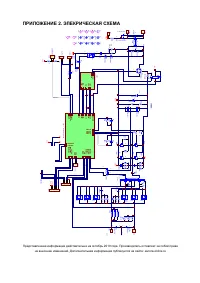
- 27 ПРИЛОЖЕНИЕ
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












