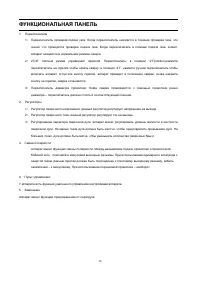
Сварочное оборудование Aurora PRO SPEEDWAY 300 MIG MAG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.







19
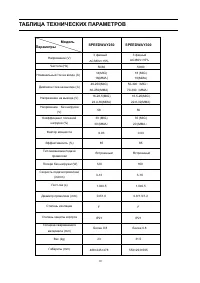
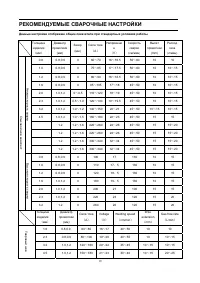
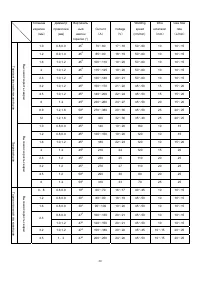
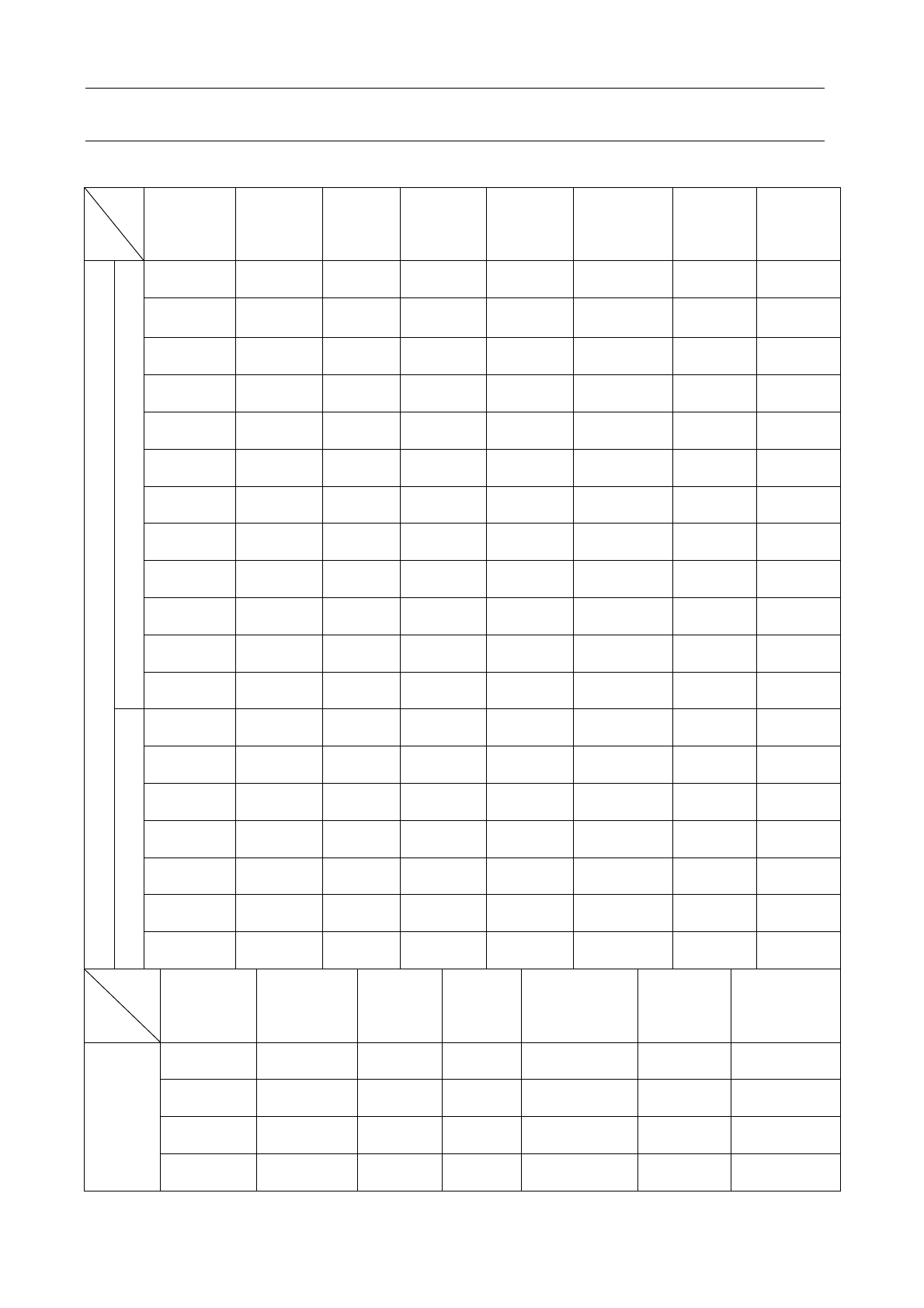
РЕКОМЕНДУЕМЫЕ
СВАРОЧНЫЕ
НАСТРОЙКИ
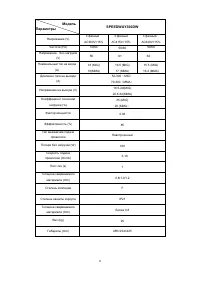
Данные
настройки
отображаю
общие
показатели
при
стандартных
условиях
работы
.
Толщина
изделия
(
мм
)
Диаметр
проволоки
(
мм
)
Зазор
(
мм
)
Сила
тока
(
A
)
Напряжени
е
(
V
)
Скорость
сварки
(
см
/
мин
)
Вылет
проволоки
(mm)
Расход
газа
(
л
/
мин
)
0.8 0.8,0.9 0 60
~
70 16
~
16.5 50
~
60
10 10
1.0 0.8,0.9 0 75
~
85 17
~
17.5 50
~
60
10
10
~
15
1.2 0.8,0.9 0 80
~
90 16
~
16.5 50
~
60
10
10
~
15
1.6 0.8,0.9 0 95
~
105 17
~
18 45
~
50
10
10
~
15
2.0 1.0,1.2
0
~
0.5 110
~
120 18
~
19 45
~
50
10
10
~
15
2.3 1.0,1.2
0.5
~
1.0 120
~
130 19
~
19.5 45
~
50
10
10
~
15
3.2 1.0,1.2
1.0
~
1.2 140
~
150 20
~
21 45
~
50 10
~
15 10
~
15
4.5 1.0,1.2
1.0
~
1.5 160
~
180 22
~
23 45
~
50
15 15
1.2
1.2
~
1.6 220
~
260 24
~
26 45
~
50
15
15
~
20
1.2
1.2
~
1.6 220
~
260 24
~
26 45
~
50
15
15
~
20
1.2
1.2
~
1.6 300
~
340 32
~
34 45
~
50
15
15
~
20
Низкая
ск
орос
ть
сварк
и
1.2
1.2
~
1.6 300
~
340 32
~
34 45
~
50
15
15
~
20
0.8 0.8,0.9 0 100 17 130 10 15
1.0 0.8,0.9 0 110 17
.
5
130 10 15
1.2 0.8,0.9 0 120 18
.
5
130 10 15
1.6 1.0,1.2 0 180 19
.
5
130 10 15
2.0 1.0,1.2 0 200 21 100 15 15
2.3 1.0,1.2 0 220 23 120 15 20
Стык
овой
шов
внахлест
Высокая
ск
ор
ость
сварк
и
3.2 1.2 0 260 26 120 15 20
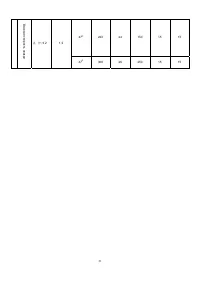
Толщина
изделия
(
мм
)
Диаметр
проволоки
(
мм
)
Сила
тока
(
A
)
Voltage
(
V
)
Welding speed
(
cm/min
)
Wire
extension
(
mm
)
Gas flow rate
(
L/min
)
1.6 0.8,0.9
60
~
80 16
~
17 40
~
50
10 10
2.3 0.8,0.9
80
~
100 19
~
20 40
~
55
10
10
~
15
3.2 1.0,1.2
120
~
160 20
~
22 35
~
45 10
~
15 10
~
15
Т
авровый
шов
4.5 1.0,1.2
150
~
180 21
~
23 30
~
40 10
~
15 20
~
25













