Сабельные пилы Makita JR3060T (JR3060T) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















29
M
Ű
KÖDÉSI LEÍRÁS
VIGYÁZAT:
•
Mindig bizonyosodjon meg a szerszám kikapcsolt
és a hálózathoz nem csatlakoztatott állapotáról
miel
ő
tt ellen
ő
rzi vagy beállítja azt.
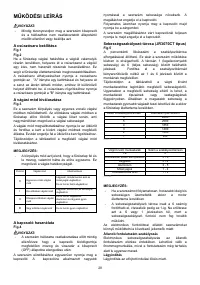
A csúszósaru beállítása
Fig.1
Fig.2
Ha a f
ű
részlap vágási hatásfoka a vágóél valamelyik
részén lecsökken, helyezze át a csúszósarut a vágóél
egy éles, nem használt részének használatához. Ez
segít a f
ű
részlap élettartamának meghosszabbításában.
A csúszósaru áthelyezéséhez nyomja a csúszósaru
gombját az "A" irányba egy kattintással és helyezze át
a sarut az ábrán látható módon, amihez öt különböz
ő
helyzet állítható be. A csúszósaru rögzítéséhez nyomja
a csúszósaru gombját a "B" irányba egy kattintással.
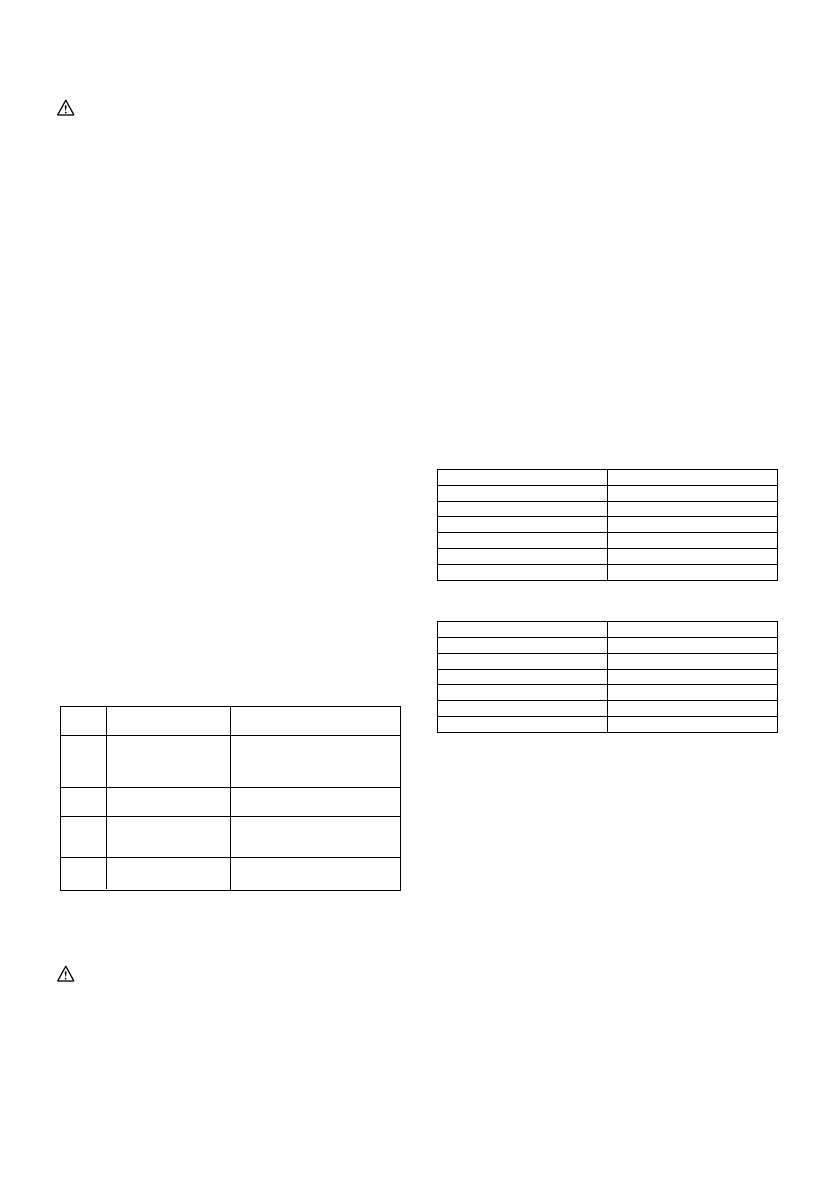
A vágási mód kiválasztása
Fig.3
Ez a szerszám körpályás vagy egyenes vonalú vágási
módban m
ű
ködtethet
ő
. Az el
ő
tolásos vágási módban a
f
ű
részlap el
ő
re lök
ő
dik a vágási löket során, ami
nagymértékben megnöveli a vágási sebességet.
A vágási mód megváltoztatásához nyomja le az ütköz
ő
t
és fordítsa a kart a kívánt vágási módnak megfelel
ő
állásba. Ezután engedje fel a ütköz
ő
t a kar rögzítéséhez.
Tájékozódjon a táblázatból a megfelel
ő
vágási mód
kiválasztásához.
MEGJEGYZÉS:
•
A körpályás mód azt jelenti, hogy a f
ű
részlap fel és
le mozog, valamint hátra és el
ő
re egyszerre. Ez
megnöveli a vágás hatékonyságát.
Pozíció
0
I
II
III
Vágási mód
Egyenes vonalú vágási
mód
Kis előtolású vágási mód
Közepes előtolású vágási
mód
Nagy előtolású vágási mód
Alkalmazások
Lágyacél, rozsdamentes acél és
műanyagok vágásához.
Fa és furnér tiszta vágásához.
Lágyacél, alumínium és keményfa
vágásához.
Fa és furnér vágásához.
Alumínium és lágyacél gyors
vágásához.
Fa és furnér gyors vágásához.
002525
A kapcsoló használata
Fig.4
VIGYÁZAT:
•
A szerszám hálózatra csatlakoztatása el
ő
tt mindig
ellen
ő
rizze hogy a kapcsoló kioldógombja
megfelel
ő
en mozog és visszatér a kikapcsolt
(OFF) állapotba elengedése után.
A szerszám elindításához egyszer
ű
en nyomja meg a
kapcsolót. A kapcsolóra alkalmazott nagyobb
nyomással a szerszám sebessége növekszik. A
megálláshoz engedje el a kapcsolót.
Folyamatos üzemhez nyomja meg a kapcsolót majd
nyomja be a zárgombot.
A szerszám megállításához zárt kapcsolónál teljesen
nyomja le majd engedje el a kapcsolót.
Sebességszabályozó tárcsa (JR3070CT típus)
Fig.5
A percenkénti lökésszám a szabályozótárcsa
elforgatásával állítható. Ez akár a szerszám m
ű
ködése
közben is elvégezhet
ő
. A tárcsán 1 (legalacsonyabb
sebesség) és 6 (teljes sebesség) között találhatók
jelzések. Fordítsa el a szabályozótárcsát
kényszerütköz
ő
k nélkül az 1 és 6 jelzések között a
munkának megfelel
ő
en.
Tájékozódjon a táblázatból a vágni kívánt
munkadarabhoz leginkább megfelel
ő
sebességekr
ő
l.
Ugyanakkor a megfelel
ő
sebesség eltér
ő
is lehet, a
munkadarab típusának vagy vastagságának
függvényében. Általában a magasabb sebesség a
munkadarab gyorsabb vágását teszi lehet
ő
vé de a ekkor
a f
ű
részlap élettartama lecsökken.
Szám a szabályozótárcsán
Löketszám percenként
6
2800
5
2500
4
1850
3
1400
2
1000
1
950
006574
Szám a szabályozótárcsán
6
Autoklávban kezelt könnyűbeton
5 - 6
Lágyacél
3 - 4
Alumínium
3 - 5
Műanyagok
1 - 4
Rozsdamentes acél
1 - 2
Vágni kívánt munkadarab
Fa
006584
MEGJEGYZÉS:
•
Ha a szerszámot folyamatosan, hosszabb ideig kis
sebességen üzemeltetik, akkor a motor
élettartama lecsökken.
•
A sebességszabályozó tárcsa csak a 6 számig
fordítható el, visszafelé pedig az 1-ig. Ne er
ő
ltesse
azt a 6 vagy 1 jelzéseken túl, mert a
sebességszabályozó funkció nem fog tovább
m
ű
ködni.
Az elektronikus funkciókkal ellátott szerszámokat
könny
ű
m
ű
ködtetni a következ
ő
jellemz
ő
k miatt.
Állandó fordulatszám-szabályozás
Elektronikus sebességszabályozás az állandó
fordulatszám elérése érdekében. Lehet
ő
vé válik a
finommegmunkálás, mivel a fordulatszám még terhelés
alatt is ugyanaz marad.
Lágyindítás
Lágyindítás az elfojtott indulási lökés miatt.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)












