Страница 3 - УВАЖАЕМЫЙ
Ред. 1 .1 3 УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Выражаем благодарность за Ваш выбор и гарантируем высокое качество, безупречное функционирование приобретенного Вами изделия марки «Ресанта», при соблюдении правил его эксплуатации. В настоящее время над производством сварочного оборудования работает крупный научно ...
Страница 4 - СОДЕРЖАНИЕ
4 СОДЕРЖАНИЕ 1. ОБЩИЕ СВЕДЕНИЯ …………………………………………………………………………… 5 2. ПРАВИЛА БЕЗОПАСНОСТИ ………………………………………………………………… 6 3. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ………………………………………………. 10 4. КОМПЛЕКТНОСТЬ…………………………………………………………………………….. 11 5. ОБЩИЙ ВИД УСТРОЙСТВА…………………………………………………………………. 11 5.1 ОСНОВНЫЕ ЭЛЕМЕНТЫ УПР...
Страница 6 - Дополнительные способы сварки:; Spool; ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства
6 Данными способами возможно производить сварку и наплавку, большинства углеродистых сталей, сплавов на основе никеля, чугуна и некоторых нержавеющих сталей, начиная от 0,5мм, и прочих металлов от 1 мм, как на прямой, так и на обратной полярности. Сечение используемой проволоки – 0,8 и 1,0 мм. Макси...
Страница 8 - Проводя; ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
8 Ультрафиолетовое излучение сварочной дуги может нанести непоправимый вред глазам и коже, поэтому обязательно используйте сварочную маску /щиток и защитную одежду. Маска должна быть оборудована светофильтром со степенью затемнения DIN 10 и выше соответственно току сварки. Маска должна быть полность...
Страница 11 - КОМПЛЕКТНОСТЬ; Сварочный аппарат; ОБЩИЙ ВИД УСТРОЙСТВА
Ред. 1 .1 11 Так как режим ТИГ ЛИФТ включается только при непосредственном контакте электрода с металлом, его часто называют функцией «контактного зажигания дуги». Эта опция позволяет получить прочные и надежные сварочные швы высокого качества с равномерным проваром толщины металла и красивым чешуйч...
Страница 13 - Рис. 2. Вид сбоку при открытой крышке корпуса; скорость
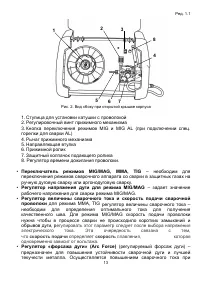
Ред. 1 .1 13 Рис. 2. Вид сбоку при открытой крышке корпуса 1. Ступица для установки катушки с проволокой 2. Регулировочный винт прижимного механизма 3. Кнопка переключения режимов MIG и MIG AL (при подключении спец. горелки для сварки AL) 4. Рычаг прижимного механизма 5. Направляющая втулка 6. Прижи...
Страница 16 - ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Таблица; САИПА
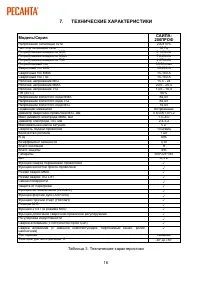
16 7. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Таблица 3 . Технические характеристики Модель/Серия САИПА - 200ПРОФ Напряжение питающей сети 230±10% Частота питающей сети 50 Гц Потребляемая мощность MIG 8.165kVA Потребляемая мощность ММА 7.245kVA Потребляемая мощность TIG 4.876kVA Потребляемый ток 35,5A max Свароч...
Страница 17 - либо; На рисунке изображена сварка; . Сварка в среде защитных газов
Ред. 1 .1 17 8. ПОДГОТОВКА УСТРОЙСТВА К РАБОТЕ И ПОРЯДОК РАБОТЫ 8.1 Устройство и принцип работы Изделие выполнено в металлическом корпусе с открывающейся верхней крышкой. На передней панели имеется регулятор величины сварочного тока (в режиме ММА)/ регулятор подачи сварочной проволоки (для режима MI...
Страница 18 - Подключение оборудования для работы в режиме MIG/MAG
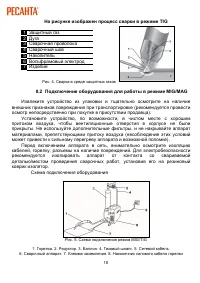
18 На рисунке изображен процесс сварки в режиме TIG 1 Защитный газ 2 Дуга 3 Сварочная проволока 4 Сварочный шов 5 Накопитель 6 Вольфрамовый электрод 7 Изделие Рис. 4 . Сварка в среде защитных газов 8.2 Подключение оборудования для работы в режиме MIG/MAG Извлеките устройство из упаковки и тщательно ...
Страница 20 - Подготовка аппарата к работе и порядок работы (режим сварки; Сварка происходит плавящимся электродом в среде защитного газа.; ролик для алюминия с; Винт фиксации подающего ролика
20 8.3 Подготовка аппарата к работе и порядок работы (режим сварки MIG/MAG) Сварка происходит плавящимся электродом в среде защитного газа. Электродом служит металлическая проволока, намотанная на катушку, подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ подается в зону сварки...
Страница 21 - Вставить вилку аппарата в розетку сети.
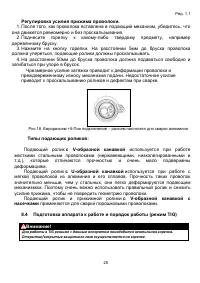
Ред. 1 .1 21 Необходимо: 1. Установить катушку со сварочной проволокой в подающий механизм. Рис. 10 . Установка катушки 2. Убедиться в том, что направляющий ролик установлен таким образом, что размер прорези на нем соответствует диаметру проволоки. При необходимости ролик перевернуть. Рис. 12 . Уста...
Страница 22 - . Заправка проволоки; Сварка
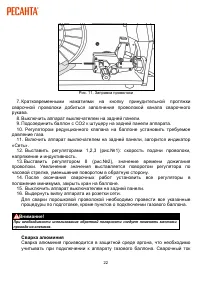
22 Рис. 11 . Заправка проволоки 7. Кратковременными нажатиями на кнопку принудительной протяжки сварочной проволоки добиться заполнения проволокой канала сварочного рукава. 8. Выключить аппарат выключателем на задней панели. 9. Подсоединить баллон с CO2 к штуцеру на задней панели аппарата. 10. Регул...
Страница 23 - с помощью горелки
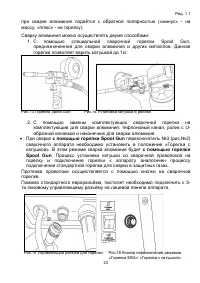
Ред. 1 .1 23 при сварке алюминия подаётся с обратной полярностью («минус» - на массу, «плюс» - на горелку). Сварку алюминия можно осуществлять двумя способами: 1. С помощью специальной сварочной горелки Spool Gun, предназначенной для сварки алюминия и других металлов. Данная горелка позволяет варить...
Страница 26 - Подготовка аппарата к работе и порядок работы (режим ММА)
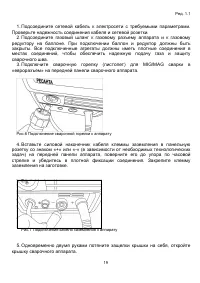
26 1. Подсоединить сетевой кабель к электросети с требуемыми параметрами. Проверьте надежность соединения кабеля и сетевой розетки. 2. Подсоединить газовый шланг горелки к газовому редуктору на баллоне. При подключении баллон и редуктор должны быть закрыты. Все подключенные агрегаты должны иметь пло...
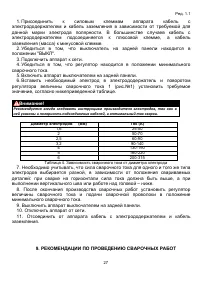
Страница 27 - Диаметр электродов; РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ
Ред. 1 .1 27 1. Присоединить к силовым клеммам аппарата кабель с электрододержателем и кабель заземления в зависимости от требуемой для данной марки электрода полярности. В большинстве случаев кабель с электрододержателем подсоединяется к плюсовой клемме, а кабель заземления (масса) к минусовой клем...
Страница 28 - Рис
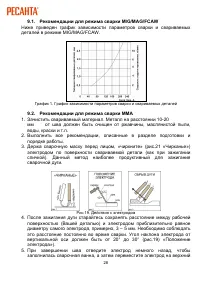
28 9.1. Рекомендации для режима сварки MIG / MAG / FCAW Ниже приведен график зависимости параметров сварки и свариваемых деталей в режиме MIG/MAG/FCAW. График 1. График зависимости параметров сварки и свариваемых деталей 9.2. Рекомендации для режима сварки ММА 1. Зачистить свариваемый материал. Мета...
Страница 29 - Рекомендации для режима сварки
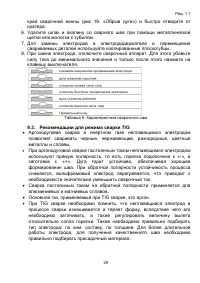
Ред. 1 .1 29 край сварочной ванны (рис 19 . «Обрыв дуги») и быстро отведите от кратера. 6. Удалите шлак и окалину со сварного шва при помощи металлической щетки или молотка с зубилом. 7. Для замены электродов в электрододержателе и перемещения свариваемых деталей используйте изолированные плоскогубц...
Страница 30 - Сварку обычно выполняют справа налево; . Угол наклона горелки
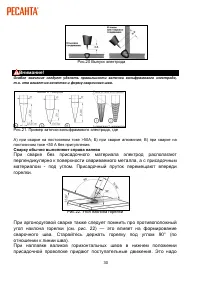
30 Рис.2 0 Выпуск электрода Внимание! Особое значение следует уделять правильности заточки вольфрамового электрода, т.к. это влияет на качество и форму сварочного шва. Рис.2 1 . Пример заточки вольфрамового электрода, где А) при сварке на постоянном токе >50А; Б) при сварке алюминия; В) при сварк...
Страница 31 - . Пример манипуляции присадочной проволокой при TIG сварке; ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; прежде чем Вы откроете корпус.
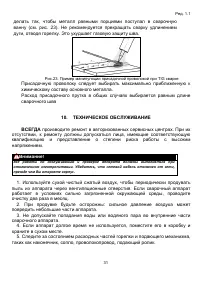
Ред. 1 .1 31 делать так, чтобы металл равными порциями поступал в сварочную ванну (см. рис. 23 ). Не рекомендуется прекращать сварку удлинением дуги, отводя горелку. Это ухудшает газовую защиту шва. Рис.2 3 . Пример манипуляции присадочной проволокой при TIG сварке Присадочную проволоку следует выби...
Страница 32 - Обслуживание сварочной горелки; Замена сопла; Рис.; Замена наконечника
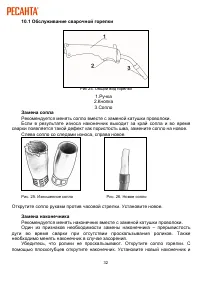
32 10.1 Обслуживание сварочной горелки Рис 24 . Общий вид горелки 1.Ручка 2.Кнопка 3.Сопло Замена сопла Рекомендуется менять сопло вместе с заменой катушки проволоки. Если в результате износа наконечник выходит за край сопла и во время сварки появляется такой дефект как пористость шва, замените сопл...
Страница 33 - . Замена наконечника; Замена проволокопровода; Горелка с открученным наконечником; Замена подающего ролика
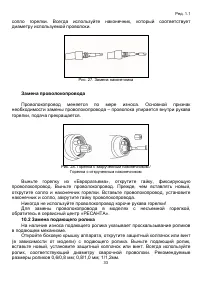
Ред. 1 .1 33 сопло горелки. Всегда используйте наконечник, который соответствует диаметру используемой проволоки. Рис. 27 . Замена наконечника Замена проволокопровода Проволокопровод меняется по мере износа. Основной признак необходимости замены проволокопровода – проволока упирается внутри рукава г...
Страница 34 - Сварщик должен обладать достаточными знаниями об; ВОЗМОЖНЫЕ
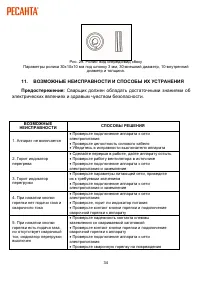
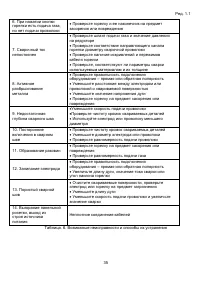
34 Рис. 29 . Ролик - вид спереди/вид сбоку Параметры ролика 30х10х10 мм под шпонку 3 мм, 3 0- внешний диаметр, 10 - внутренний диаметр и толщина. 11. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ Предостережение: Сварщик должен обладать достаточными знаниями об электрических явлениях и здравым чув...
Страница 37 - ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Ред. 1 .1 37 13. ГАРАНТИИ ИЗГОТОВИТЕЛЯ • Изготовитель гарантирует работу сварочного аппарата на протяжении двух лет со дня продажи. • Гарантийный ремонт производится только при наличии печати фирмы, даты продажи, подписи продавца и подписи покупателя в Гарантийном талоне. Если что - то из вышеперечи...
Страница 38 - ДОРОГОЙ; Мы выражаем Вам огромную признательность за Ваш выбор. Мы
38 ДОРОГОЙ ПОКУПАТЕЛЬ! Мы выражаем Вам огромную признательность за Ваш выбор. Мы сделали все возможное, чтобы данное изделие удовлетворяло Вашим запросам, а качество соответствовало лучшим мировым образцам. Компания “Ресанта” устанавливает официальный срок службы на сварочный аппарат инверторный 5 л...
Страница 39 - ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
Ред. 1 .1 39 14. ГАРАНТИЙНЫЙ ТАЛОН Сварочный аппарат инверторный___________________________________ № _____________________________________________________________ признан годным для эксплуатации. Дата продажи ___________________________________________________ Я покупатель/представитель фирмы _____...