Ресанта САИПА-135 (MIG/MAG) - Инструкция по эксплуатации

Сварочное оборудование Ресанта САИПА-135 (MIG/MAG) - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались дополнительные вопросы — свяжитесь с нами через контактную форму.







Содержание:
- Страница 3 – УВАЖАЕМЫЙ ПОКУПАТЕЛЬ!
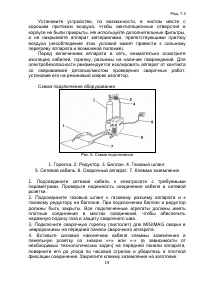
- Страница 4 – СОДЕРЖАНИЕ; ПОДКЛЮЧЕНИЕ ОБОРУДОВАНИЯ...........................................................18
- Страница 6 – ПРАВИЛА БЕЗОПАСНОСТИ; Прочтите перед началом использования устройства; Условия по эксплуатации
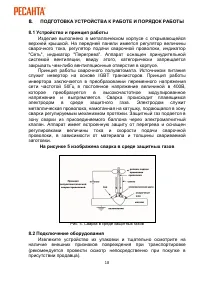
- Страница 8 – ПОЖАРО – ВЗРЫВОБЕЗОПАСНОСТЬ; Проводя; ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
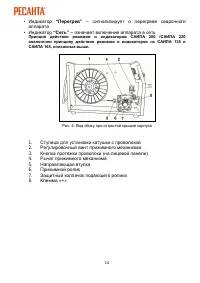
- Страница 14 – Рис. 4. Вид сбоку при открытой крышке корпуса
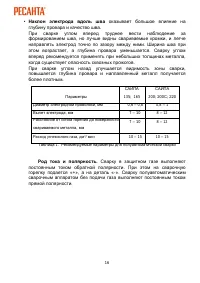
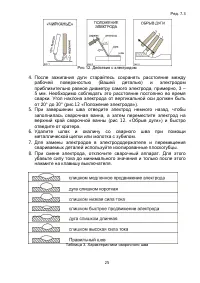
- Страница 16 – Наклон электрода вдоль шва; оказывает большое влияние на; Расход углекислого газа, дм; Род тока и полярность.; Сварку в защитном газе выполняют
- Страница 17 – ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Таблица 2. Технические характеристики; Сварочные полуавтоматы САИПА серии LSDW или LSD (указано в
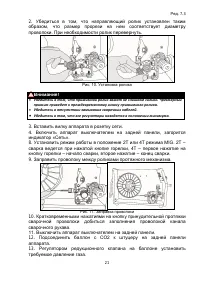
- Страница 20 – открытом состоянии
- Страница 21 – Убедитесь в отсутствии замыкания сварочных кабелей.
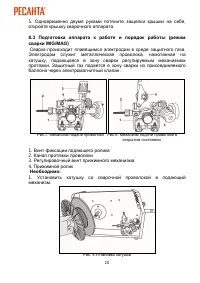
- Страница 22 – Регулировка усилия прижима проволоки.
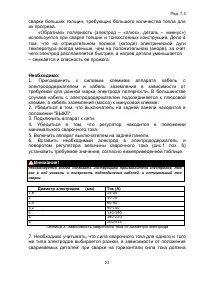
- Страница 23 – Диаметр электродов; Таблица 3. Зависимость сварочного тока от диаметра электрода
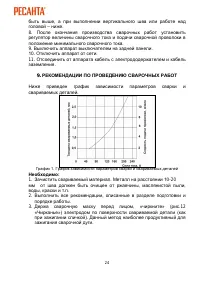
- Страница 24 – РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ; Зачистить свариваемый материал. Металл на расстоянии 10-20
- Страница 25 – Рис 12. Действия с электродом; поверхностью; Таблица 3. Характеристики сварочного шва
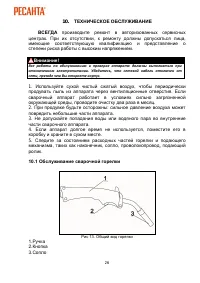
- Страница 26 – Рис 13. Общий вид горелки
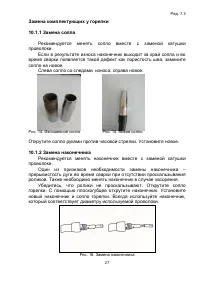
- Страница 27 – Замена комплектующих у горелки
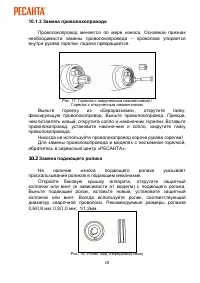
- Страница 28 – Горелка с открученным наконечником; Замена подающего ролика
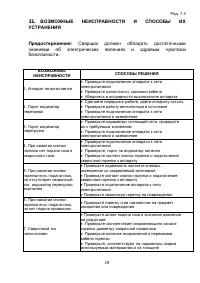
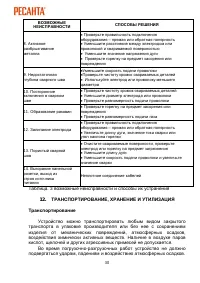
- Страница 29 – Сварщик должен обладать достаточными; ВОЗМОЖНЫЕ
- Страница 30 – ТРАНСПОРТИРОВАНИЕ, ХРАНЕНИЕ И УТИЛИЗАЦИЯ; Устройство можно транспортировать любым видом закрытого
- Страница 33 – ГАРАНТИЙНЫЙ ТАЛОН; признан годным для эксплуатации.
- Страница 35 – Полный актуальный список сервисных центров Вы так же можете
Ред. 7.3
1
"Загрузка инструкции" означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.
Была ли эта инструкция полезной?
Об этой инструкции
- Бренд
- Ресанта
- Модель
- САИПА-135 (MIG/MAG)
- Тип документа
- Инструкция по эксплуатации
- Категория
- Сварочное оборудование
- Язык(и)
- Русский
- Страницы
- 36
- Размер файла
- 2,4 MB
- Формат
Краткое содержание
Ред. 7.3 3 УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Компания «Ресанта» выражает благодарность за Ваш выбор и гарантирует высокое качество, безупречное функционирование приобретенного Вами изделия марки «Ресанта», при соблюдении правил его эксплуатации. Внимание! Перед использованием данного устройства обязательно проч...
4 СОДЕРЖАНИЕ 1. ОБЩИЕ СВЕДЕНИЯ ................................................................................................ 5 2. ПРАВИЛА БЕЗОПАСНОСТИ................................................................................... 6 3. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ ..............................
6 применяются защитные газы в баллонах: аргон, гелий, углекислота или их смеси. • Ручную дуговую сварку штучным покрытым электродом на постоянном токе электродами с рутиловым и основным покрытием (режим ММА). Для сварки электродом защитный газ не требуется. Аппарат работает от однофазной сети 220-23...
Задать вопрос
Похожие инструкции
Ещё модели: сварочное оборудование Ресанта
 Ресанта САИ-250Т LUX Инструкция по эксплуатации
Ресанта САИ-250Т LUX Инструкция по эксплуатации Ресанта САИ 160 ПН Инструкция по эксплуатации
Ресанта САИ 160 ПН Инструкция по эксплуатации Ресанта САИ 190 К Инструкция по эксплуатации
Ресанта САИ 190 К Инструкция по эксплуатации Ресанта САИ 250 ПН Инструкция по эксплуатации
Ресанта САИ 250 ПН Инструкция по эксплуатации Ресанта САИПА-22В/160А Инструкция по эксплуатации
Ресанта САИПА-22В/160А Инструкция по эксплуатации Ресанта САИПА-24В/200А Инструкция по эксплуатации
Ресанта САИПА-24В/200А Инструкция по эксплуатации Ресанта САИПА-165 Инструкция по эксплуатации
Ресанта САИПА-165 Инструкция по эксплуатации- Ресанта САИПА-165 (MIG/MAG) Инструкция по эксплуатации
- Ресанта САИПА-200 Инструкция по эксплуатации
- Ресанта САИПА-200(С) (MIG/MAG) Инструкция по эксплуатации
- Ресанта САИПА-220 Инструкция по эксплуатации
- Ресанта САИПА-220 (MIG/MAG) Инструкция по эксплуатации
 Ресанта САИПА-220 Синергия Инструкция по эксплуатации
Ресанта САИПА-220 Синергия Инструкция по эксплуатации Ресанта САИПА-250 (MIG/MAG) Инструкция по эксплуатации
Ресанта САИПА-250 (MIG/MAG) Инструкция по эксплуатации Ресанта АСПТ-1000 Инструкция по эксплуатации
Ресанта АСПТ-1000 Инструкция по эксплуатации Ресанта АСПТ-2000 Инструкция по эксплуатации
Ресанта АСПТ-2000 Инструкция по эксплуатации Ресанта ИПР-40 Инструкция по эксплуатации
Ресанта ИПР-40 Инструкция по эксплуатации Ресанта ИПР-100 Инструкция по эксплуатации
Ресанта ИПР-100 Инструкция по эксплуатации Ресанта МС-1 Инструкция по эксплуатации
Ресанта МС-1 Инструкция по эксплуатации- Ресанта МС-2 Инструкция по эксплуатации