
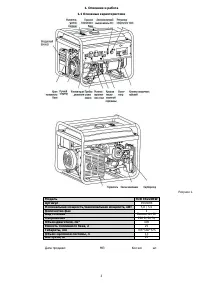
Генераторы TOR TR220EW 5,0кВт 220В 25л, 1943094 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

5
Бензин является легковоспламеняющимся веществом и в определенных условиях взрывоопасным.
Не допускается курение или наличие открытого огня или искр в месте заправки сварочного генератора или
хранения бензина. Заправку необходимо выполнять в хорошо проветриваемом помещении при остановленном
двигателе.
Не заливайте топливо выше допустимого уровня. После заправки надежно заверните крышку бака. Старайтесь не
проливать топливо мимо горловины. Пары топлива легко воспламеняются, они могут вызывать возгорание
после
запуска двигателя. Остатки разлитого топлива необходимо удалить ветошью
перед запуском сварочного генератора.
Попадание топлива на кожу, а также вдыхание паров топлива представляет опасность.
Не допускайте детей к компонентам, содержащим топливо.
Заправляйте бак бензином с октановым числом не ниже 90.
Не используйте длительно хранившийся бензин или бензин, содержащий загрязнения, а также смесь
бензин/дизельное топливо.
Не допускайте попадания воды или грязи в топливный бак.
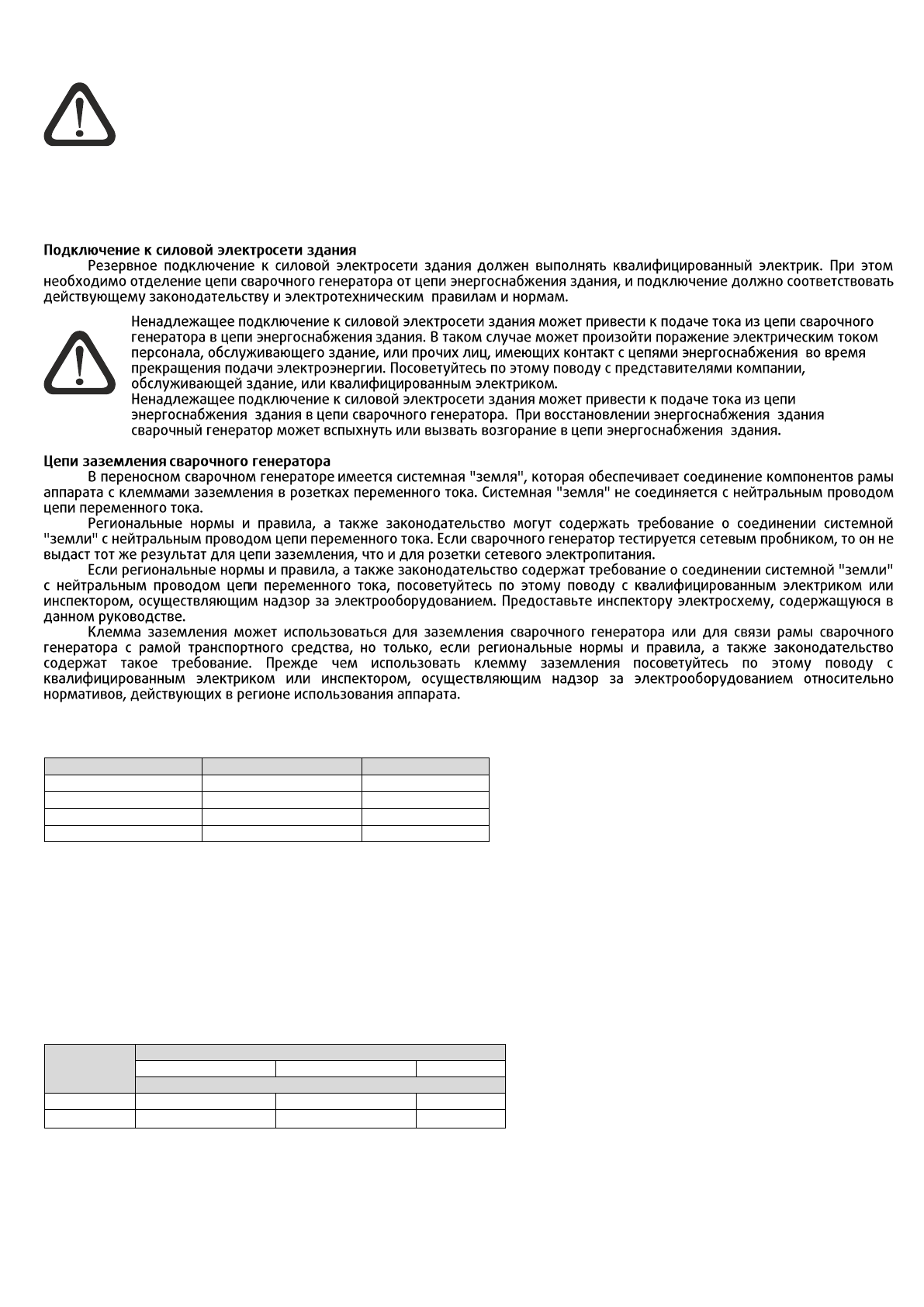
Выбор адекватного сварочного тока
Измерьте толщину свариваемой металлической детали и согласуйте ее с данными из таблицы в целях выбора надлежащих
размеров электрода и значения тока.
Толщина пластины
Диаметр электрода
Сварочный ток
2 --
3 мм
2,6 мм
50-80 A
3 --
4 мм
3,2 мм
70-120A
4 --
6 мм
4,0 мм
110-170A
>
7 мм
5,0 мм
140-220A
ПРИМЕЧАНИЕ
: всегда выполняйте пробный сварной шов на куске отбракованного материала той же толщины в целях проверки
правильного выбора размеров электрода и значения тока.
Выбор кабеля для сварки
-
В таблице, представленной ниже, указана допустимая нагрузка по току для стандартного сварочного
кабеля с медными жилами при различной длине и сортаменте. По возможности получите и прочтите рекомендации производителя
относительно кабеля.
При выборе параметров кабеля всегда необходимо предусматривать значительный запас в целях безопасности. Длина и
сортамент кабеля, наряду с материалом проводников определяют допустимое значение тока.
ВНИМАНИЕ
: кабель с недостаточными параметрами диаметра/длины будет иметь недопустимо высокое сопротивление. Это
приведет к снижению срока службы сварочного аппарата и даже может вызывать такой нагрев кабелей, который вызывает ожоги.
СЕЧЕНИЕ
КАБЕЛЯ
ДЛИНА
0-
20 м
20-
30 м
30-
40 м
ДОПУСТИМАЯ НАГРУЗКА ПО ТОКУ, АМПЕР
30 мм
2
250
200
150
22 мм
2
200
150
100
ПРИМЕЧАНИЕ
: в таблице приведена суммарная длина положительного и отрицательного кабелей.
Рабочий цикл в режиме сварки
Рабочий цикл соответствует процентному соотношению –
рабочему периоду, деленному на заданный интервал равный 10
минутам.
Например
,
при расчетном выходном токе 160 А рабочий цикл сварочного аппарата равен 50%. То есть при токе 160 А можно
выполнять сварку в течение не более чем 5 минут в каждом 10 минутном интервале. Рабочий цикл увеличивается при
использовании рабочего тока и сокращается при повышении тока.













