
Генераторы DDE GW200 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.



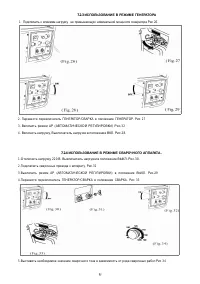

Установите электрод в электрододержатель. Закрепите зажим массы на свариваемой заготовке как
можно ближе к месту сварки, предварительно зачистив место соединения.
2.4.
Регулировка сварочного тока.
Сварочные аппараты оснащены рукояткой регулировки сварочного тока, расположенной на передней
панели (рис 1). Ток регулируется плавно.
При проведении сварочных работ необходимо примерно выставить сварочный ток по шкале, а затем,
проведя пробный сварочный шов, подрегулировать в сторону увеличения или уменьшения.
Регулирование тока необходимо проводить с учетом диаметра используемых электродов, толщины и
типа свариваемого металла и пространственного положения шва.
Используя электроды большего диаметра и при сварке более толстых заготовок, необходимо
увеличивать значение выходного тока. Требуемое для работы значение сварочного тока зависит так же
от марки электрода, его качества и срока годности. Обращайте на это внимание. По общим
рекомендациям для инверторов на каждый миллиметр диаметра электрода требуется 25-35А
сварочного тока. Для увеличения глубины провара, увеличивайте сварочный ток.
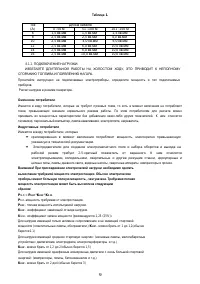
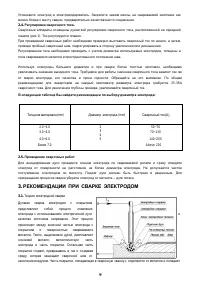
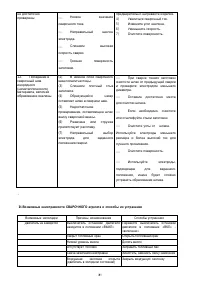
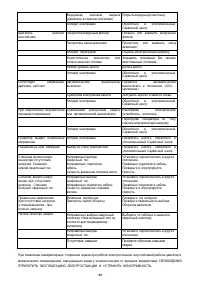
В следующей таблице Вы найдете рекомендации по выбору диаметра электрода:
Толщина материала(mm)
Диаметр электрода.(mm)
Сварочный ток(A)
2.0~3.0
2
50~70
3.0~4.0
3
4
70~130
4.0~6.0
5
140~200
Более 7.0
Above 210
2.5.
Проведение сварочных работ
.
Для инициирования дуги проведите концом электрода по свариваемой детали и сразу отведите
электрод от поверхности на расстояние не более диаметра электрода. Не допускается частое
постукивание электродом по металлу. Поджиг дуги должен быть быстрым и уверенным. Для
прекращения процесса сварки уберите электрод от металла – дуга погасн
3.
РЕКОМЕНДАЦИИ ПРИ СВАРКЕ ЭЛЕКТРОДОМ
3.1.
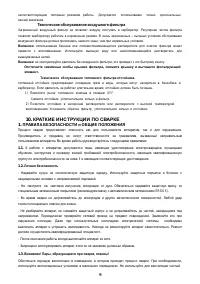
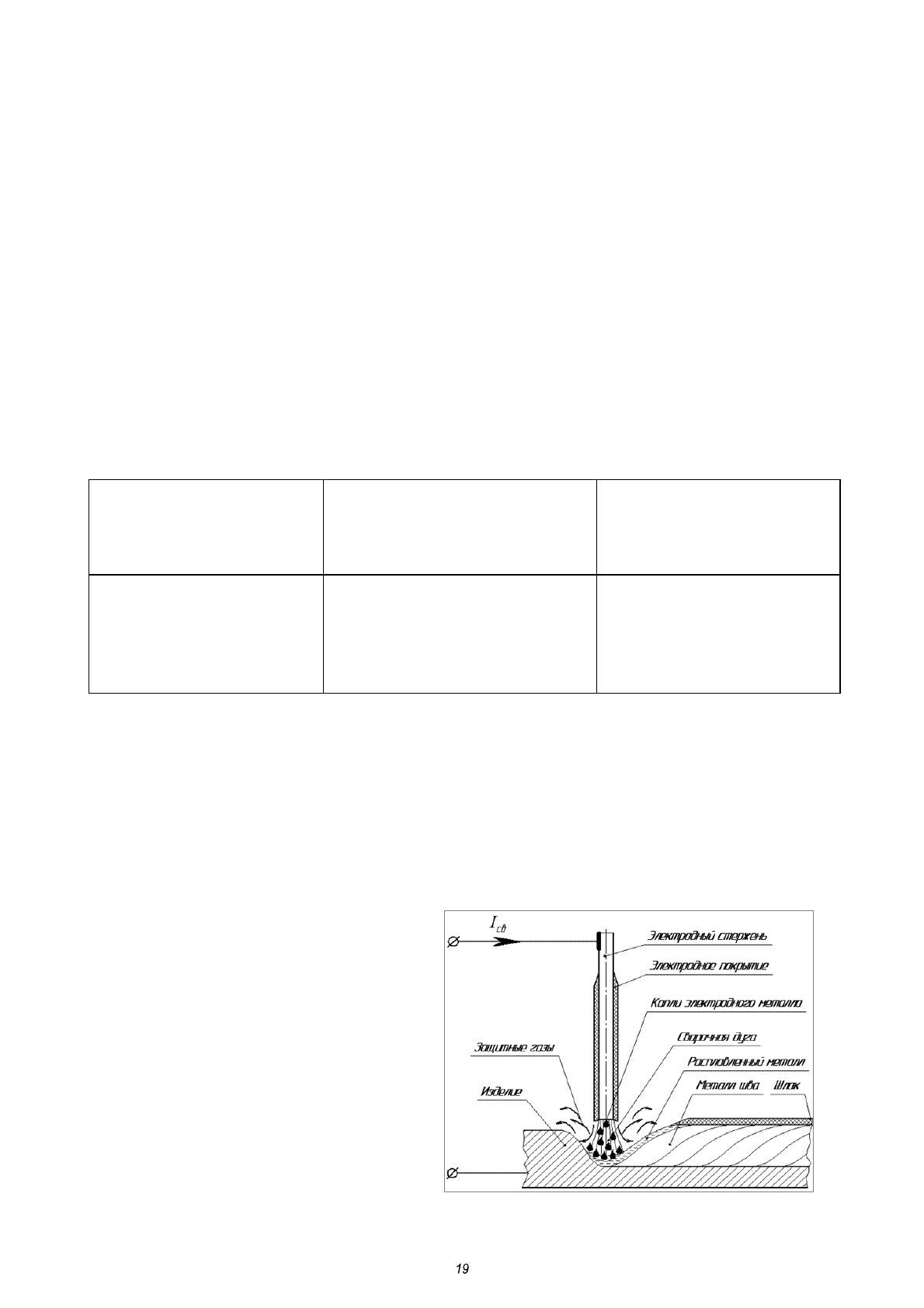
Теория электродной сварки
Дуговая сварка электродом с покрытием
представляет
собой
процесс
плавления
электрода с использованием электрической дуги в
качестве источника нагревания. Этот процесс
происходит между конечной частью электрода с
покрытием
и
поверхностью
свариваемого
металла. Тепло, выделяемое дугой, расплавляет
основной
металл,
металлическую
часть
электрода и часть покрытия. Остальная часть
покрытия сгорает, превращаясь в газ и создавая
среду, которая защищает сварочной шов от
окисления воздухом. Часть покрытия, попадающая в сварочную «ванну», отделяется от металла и попадает
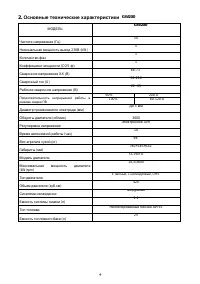
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)









