
Генераторы DDE DPW160i - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


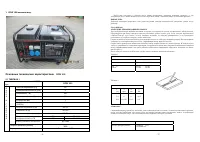
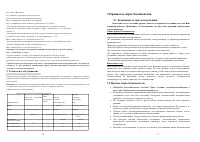


1. DPW 160i
внешний вид
.
Основные технические характеристики
DPW 160i
2.1
ТАБЛИЦА
1
МОДЕЛЬ
Item
DPW 160i
С
В
А
Р
К
А
И
Г
Е
Н
Е
Р
Ц
И
Я
Частота напряжения
(
Гц
) 50
Номинальная мощность
(kW)
3
Напряжение
(
В
) 230
Номинальный ток
(A)
13
Количество фаз
1
Коэффициент
мощности
(COS
ф
)
1
Сварочное напряжение ХХ
(
В
)
46~75
Сварочный ток
(A)
40-140
Рабочее сварочное напряжение
(
В
)
22~29
Продолжительность
непрерывной работы ПВ
60% 120-140
A
100% 40-120
A
Диаметр применяемого электрода
(
мм
)
До
3
мм
Обороты двигателя
(
об
/
мин
)
3600
Регулировка напряжения
Электронное
AVR
Чтобы шов получился в нужном месте
,
важно использовать электроды меньшего диаметра
,
а для
уменьшения расте
-
кания жидкого металла из сварочной ванны
-
выполнять сварку за несколько проходов
.
ВЫБОР ТОКА
Диапазон изменения сварочного тока
,
рекомендуемый заводом
-
изготовителем электродов
,
указан на их
упаковке
.
Серия
DPW160i
10.
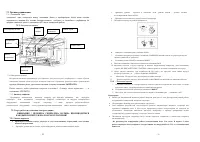
КРАТКИЕ РЕКОМЕНДАЦИИ ПО СВАРКЕ
Дуга возбуждается при чиркании кончиком электрода по поверхности детали
,
соединенной с кабелем массы
,
и формируется при отводе электрода назад на расстояние
,
равное длине дуги
.
Если электрод перемещается
слишком быстро
,
дуга гаснет
,
а если слишком медленно
,
то электрод приваривается
,
и его приходится
раскачивать из стороны в сторону
,
чтобы освободить
.
Сварка заключается в переносе капель расплавленного металла электрода в сварочную ванну
.
По мере сгорания
электрода из его покрытия выделяется газ
,
защищающий ванну жидкого металла
.
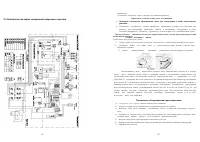
Сварка может проводиться множеством способов
,
выбор которых зависит от разных причин
.
В общем случае
электрод удерживается в наклонном положении и перемещается вдоль шва
,
совершая колебательные движения
между свариваемыми краями
,
так чтобы избежать избыточного наращивания сварочного материала по центру
шва
(
см
.
рис
. 1).
По сле каждо го прохода необходимо удалять шлак с помощью молотка и
/
или щетки
.
Таблица
1
Минимальная площадь сечения сварочных кабелей
Максимальный сварочный ток
Длина кабеля
5-10
м
10-20
м
50
А
180
А
25
мм
2
35
мм
2
35
мм
2
50
мм
2
Таблица
2
Подготовка шва
t
а
h
g
мм
град
.
мм
мм
0-3
0
0
0
3-6
0
0
0-t/2
6-12
60-120
0-1,5
0-2
А Внимание
!
Сварочный аппарат устроен так
,
что может давать максимальный ток лишь в течение ограниченного времени
,
после чего ему необходимо дать остыть
.
Если при сварке большим током срабатывает защита
,
то необходимо
подождать несколько минут для его автоматического возврата в исходное состояние
.
Дефекты сварки
Сильное разбрызгивание
Длинная
дуга
Большой ток
- 4 -
- 17 -










