
Генераторы DDE DDG6000-3E - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

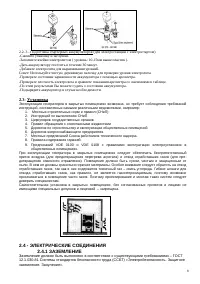



ЭКВИПОТЕНЦИАЛЬНОЕ СОЕДИНЕНИЕ И ЗАЗЕМЛЕНИЕ
Обеспечьте надежное электрическое соединение всех металлических компонентов вблизи сварочного
аппарата и, если необходимо, их заземление.
ПОДГОТОВКА ДЕТАЛЕЙ
Подготовка зависит от типа шва, а также толщины и расположения свариваемых деталей. Края деталей должны
быть зачищены с целью уд ал ения краски, ржавчины или других инородных веществ. Для получения
толщины стыкового шва до 10-12 мм обычно используется V-образная подготовка (см. таблицу 2), в то время как
для получения большей толщины предпочтительнее Х- образная подготовка с повторным сва- риванием
противоположной стороны шва или U-образная подготовка без повторного сваривания.
ВЫБОР ЭЛЕКТРОДА
Сварочные аппараты серии DPW190i рассчитаны на электроды с рутиловым и основным покрытием типа.
Диаметр электрода зависит от толщины материала, положения детали и типа шва.
Для электродов большего диаметра необходима большая величина сварочного тока, что приводит к большому
теп- ловыделению при сварке.
Чтобы шов получился в нужном месте, важно использовать электроды меньшего диаметра, а для уменьшения
расте- кания жидкого металла из сварочной ванны - выполнять сварку за несколько проходов.
ВЫБОР ТОКА
Диапазон изменения сварочного тока, рекомендуемый заводом-изготовителем электродов, указан на их
упаковке.
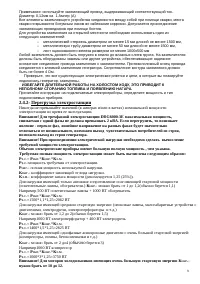
РЕКОМЕНДАЦИИ ПО СВАРКЕ
Дуга возбуждается при чиркании кончиком электрода по поверхности детали, соединенной с кабелем массы, и
формируется при отводе электрода назад на расстояние, равное длине дуги. Если электрод перемещается
слишком быстро, дуга гаснет, а если слишком медленно, то электрод приваривается, и его приходится
раскачивать из стороны в сторону, чтобы освободить.
Сварка заключается в переносе капель расплавленного металла электрода в сварочную ванну. По мере сгорания
электрода из его покрытия выделяется газ, защищающий ванну жидкого металла.
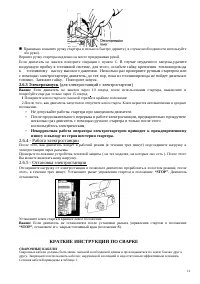
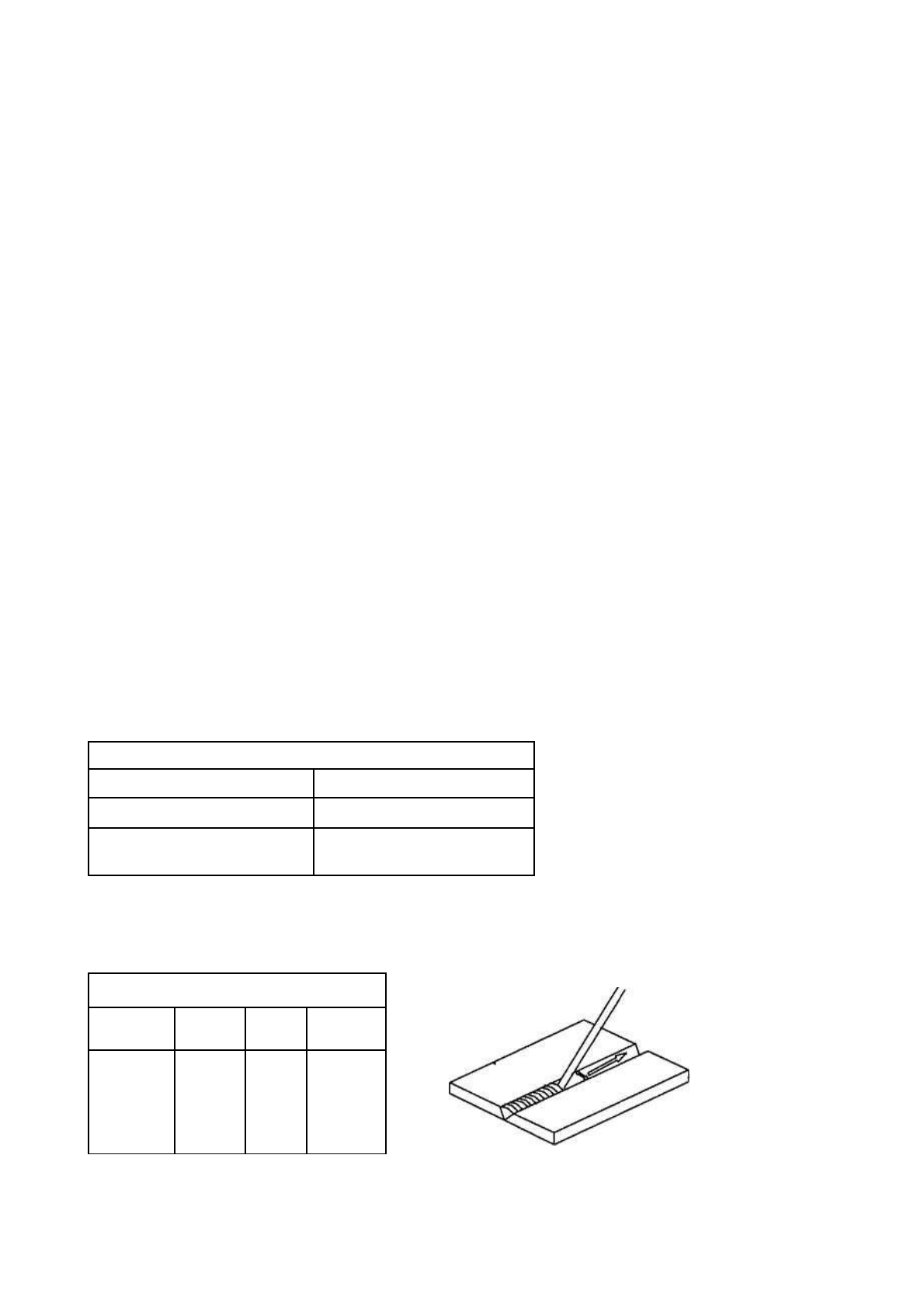
Сварка может проводиться множеством способов, выбор которых зависит от разных причин. В общем случае
электрод удерживается в наклонном положении и перемещается вдоль шва, совершая колебательные движения
между свариваемыми краями, так чтобы избежать избыточного наращивания сварочного материала по центру шва
(см. рис. 1).
После каждого прохода необх одимо удалять шлак с помощью молотка и/или щетки.
Таблица 1
Минимальная площадь сечения сварочных кабелей
Максимальный сварочный ток Длина кабеля
5-10 м 10-20 м
50 А
180 А
25 мм
2
35 мм
2
35 мм
2
50 мм
2
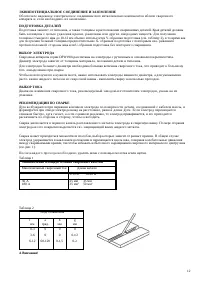
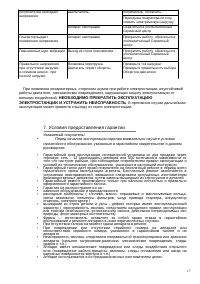
Таблица 2
Подготовка шва
t
а
h
g
мм
град.
мм
мм
0-3
0
0
0
3-6
0
0
0-t/2
6-12
60-120
0-1,5
0-2
А Внимание!
12










