СВАРОГ PRO TIG 200 P DSP (W212) - инструкции и руководства

Сварочное оборудование СВАРОГ PRO TIG 200 P DSP (W212) - инструкции пользователя по применению, эксплуатации и установке на русском языке читайте онлайн в формате pdf
Инструкции:
Инструкция по эксплуатации СВАРОГ PRO TIG 200 P DSP (W212)




Краткое содержание
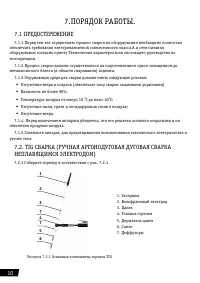
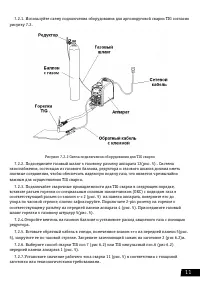
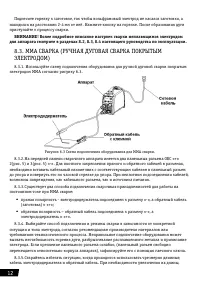
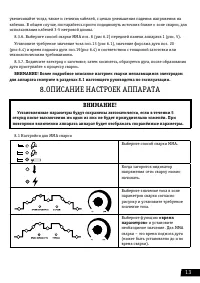
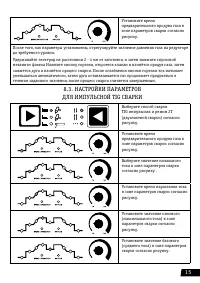
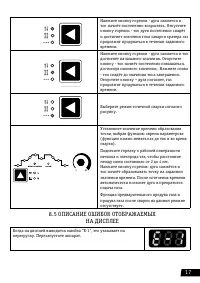
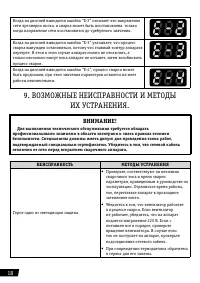
СОДЕРЖАНИЕ 1. МЕРЫ ПРЕДОСТОРОЖНОСТИ 4-5 2. ОБЩЕЕ ОПИСАНИЕ 6 3. ЭЛЕКТРИЧЕСКАЯ БЛОК-СХЕМА 6 4. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 7 5. ВНЕШНИЙ ВИД АППАРАТА 8 6. ОПИСАНИЕ ПЕРЕДНЕЙ ПАНЕЛИ 8 7. ПОРЯДОК РАБОТЫ 10 8. ОПИСАНИЕ НАСТРОЕК АППАРАТА 13 9. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ 18 10. ХРАНЕНИЕ 19...
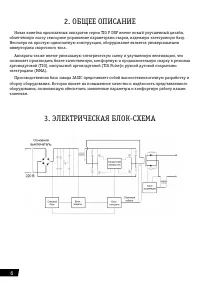
3 Благодарим вас за то, что вы выбрали наше сварочное оборудование, созданное в соответствии с принципами безопасности и надежности. Высококачественные материалы, используемые при изготовлении этих сварочных аппаратов, гарантируют полную надежность и простоту в техническом обслуживании. ЗАЯВЛЕНИЕ О ...
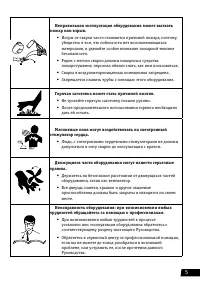
4 1. МЕРЫ ПРЕДОСТОРОЖНОСТИ При неправильной эксплуатации оборудования процессы сварки и резки представляют собой опасность для сварщика и людей, находящихся в пределах или рядом с рабочей зоной. При проведении сварочных работ необходимо соблюдать требования стандарта ГОСТ 12.3.003-86 «Работы электро...
СВАРОГ Сварочное оборудование Инструкции
-
 СВАРОГ REAL ARC 160
Инструкция по эксплуатации
СВАРОГ REAL ARC 160
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 200
Инструкция по эксплуатации
СВАРОГ REAL ARC 200
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 200 BLACK
Инструкция по эксплуатации
СВАРОГ REAL ARC 200 BLACK
Инструкция по эксплуатации
-
 СВАРОГ REAL SMART ARC 200
Инструкция по эксплуатации
СВАРОГ REAL SMART ARC 200
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 220
Инструкция по эксплуатации
СВАРОГ REAL ARC 220
Инструкция по эксплуатации
-
 СВАРОГ REAL SMART ARC 220
Инструкция по эксплуатации
СВАРОГ REAL SMART ARC 220
Инструкция по эксплуатации
-
 СВАРОГ PRO ARC 180 (Z208S)
Инструкция по эксплуатации
СВАРОГ PRO ARC 180 (Z208S)
Инструкция по эксплуатации
-
 СВАРОГ ARC 200 (Z209S)
Инструкция по эксплуатации
СВАРОГ ARC 200 (Z209S)
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 250
Инструкция по эксплуатации
СВАРОГ REAL ARC 250
Инструкция по эксплуатации
-
 СВАРОГ REAL TIG 200 (W223)
Инструкция по эксплуатации
СВАРОГ REAL TIG 200 (W223)
Инструкция по эксплуатации
-
 СВАРОГ REAL MIG 160 (N24001N)
Инструкция по эксплуатации
СВАРОГ REAL MIG 160 (N24001N)
Инструкция по эксплуатации
-
 СВАРОГ TECH ARC 205 B (Z203)
Инструкция по эксплуатации
СВАРОГ TECH ARC 205 B (Z203)
Инструкция по эксплуатации
-
 СВАРОГ REAL MIG 200 (N24002N)
Инструкция по эксплуатации
СВАРОГ REAL MIG 200 (N24002N)
Инструкция по эксплуатации
-
 СВАРОГ MIG 200 REAL (N24002)
Инструкция по эксплуатации
СВАРОГ MIG 200 REAL (N24002)
Инструкция по эксплуатации
-
 СВАРОГ ARC 250 (Z285)
Инструкция по эксплуатации
СВАРОГ ARC 250 (Z285)
Инструкция по эксплуатации
-
 СВАРОГ REAL SMART MIG 200 (N2A5)
Инструкция по эксплуатации
СВАРОГ REAL SMART MIG 200 (N2A5)
Инструкция по эксплуатации
-
 СВАРОГ PRO TIG 180 DSP (W206)
Инструкция по эксплуатации
СВАРОГ PRO TIG 180 DSP (W206)
Инструкция по эксплуатации
-
 СВАРОГ REAL ARC 250 D
Инструкция по эксплуатации
СВАРОГ REAL ARC 250 D
Инструкция по эксплуатации
-
 СВАРОГ REAL SMART MIG 200 BLACK (N2A5)
Инструкция по эксплуатации
СВАРОГ REAL SMART MIG 200 BLACK (N2A5)
Инструкция по эксплуатации
-
 СВАРОГ PRO TIG 200 DSP (W207)
Инструкция по эксплуатации
СВАРОГ PRO TIG 200 DSP (W207)
Инструкция по эксплуатации