Ресанта САИПА-190 МФ - инструкции и руководства
Сварочное оборудование Ресанта САИПА-190 МФ - инструкции пользователя по применению, эксплуатации и установке на русском языке читайте онлайн в формате pdf
Инструкции:
Инструкция по эксплуатации Ресанта САИПА-190 МФ










Краткое содержание
Ред. 8 3 УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Компания «Ресанта» поздравляет Вас с приобретением данного продукта. Наша компания гарантирует высокое качество и безупречное функционирование приобретенного вами изделия, при соблюдении правил его эксплуатации. Мы всегда рады получить от Вас обратную связь по эксплуат...
4 СОДЕРЖАНИЕ 1. ОБЩИЕ СВЕДЕНИЯ ........................................................................................................... 5 2. ПРАВИЛА БЕЗОПАСНОСТИ ............................................................................................. 6 3. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ ........
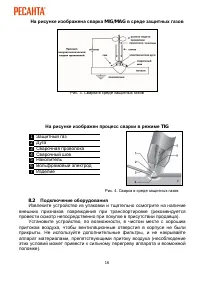
6 Отличительной особенностью рассматриваемого вида сварки являются два главных компонента: неплавящийся электрод и защитный газ (аргон). Защита электрической дуги необходима с целью препятствия вступления расплавляемого металла в контакт с окружающей средой, поскольку данное взаимодействие (при окис...
Ресанта Сварочное оборудование Инструкции
-
 Ресанта МС-6
Инструкция по эксплуатации
Ресанта МС-6
Инструкция по эксплуатации
-
Ресанта МС-5(М)
Инструкция по эксплуатации
-
Ресанта МС-4
Инструкция по эксплуатации
-
Ресанта МС-3
Инструкция по эксплуатации
-
Ресанта МС-2
Инструкция по эксплуатации
-
Ресанта МС-1
Инструкция по эксплуатации
-
 Ресанта САИПА-500 (MIG/MAG)
Инструкция по эксплуатации
Ресанта САИПА-500 (MIG/MAG)
Инструкция по эксплуатации
-
Ресанта САИПА-350 (MIG/MAG)
Инструкция по эксплуатации
-
 Ресанта САИПА-250 (MIG/MAG)
Инструкция по эксплуатации
Ресанта САИПА-250 (MIG/MAG)
Инструкция по эксплуатации
-
 Ресанта САИПА-220 Синергия
Инструкция по эксплуатации
Ресанта САИПА-220 Синергия
Инструкция по эксплуатации
-
 Ресанта САИПА-220 (MIG/MAG)
Инструкция по эксплуатации
Ресанта САИПА-220 (MIG/MAG)
Инструкция по эксплуатации
-
Ресанта САИПА-200(С) (MIG/MAG)
Инструкция по эксплуатации
-
 Ресанта САИПА-220
Инструкция по эксплуатации
Ресанта САИПА-220
Инструкция по эксплуатации
-
Ресанта САИПА-200
Инструкция по эксплуатации
-
Ресанта САИПА-165 (MIG/MAG)
Инструкция по эксплуатации
-
Ресанта САИПА-165
Инструкция по эксплуатации
-
Ресанта САИПА-135
Инструкция по эксплуатации
-
Ресанта САИПА-135 (MIG/MAG)
Инструкция по эксплуатации
-
 Ресанта САИ-250АД AC/DC
Инструкция по эксплуатации
Ресанта САИ-250АД AC/DC
Инструкция по эксплуатации
-
 Ресанта САИ-230АД
Инструкция по эксплуатации
Ресанта САИ-230АД
Инструкция по эксплуатации