Ресанта САИ-250АД AC/DC - инструкции и руководства
Сварочное оборудование Ресанта САИ-250АД AC/DC - инструкции пользователя по применению, эксплуатации и установке на русском языке читайте онлайн в формате pdf
Инструкции:
Инструкция по эксплуатации Ресанта САИ-250АД AC/DC






Краткое содержание
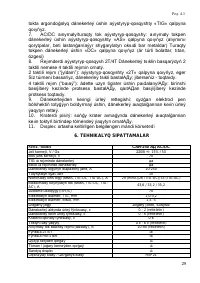
Ред. 4.1 3 Прочтите этот материал перед использованием аппарата. Невыполнение приведенных ниже требований может привести к серьезным травмам. Сохраняйте это руководство. СОДЕРЖАНИЕ 1. ОБЩИЕ СВЕДЕНИЯ ........................................................................................................
4 УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Компания «Ресанта» поздравляет Вас с приобретением данного продукта. Наша компания гарантирует высокое качество и безупречное функционирование приобретенного вами изделия, при соблюдении правил его эксплуатации. 1. ОБЩИЕ СВЕДЕНИЯ Данный паспорт технического устройства являетс...
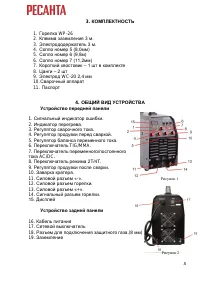
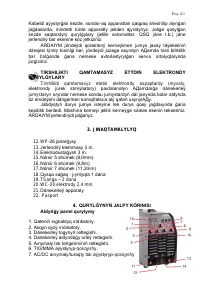
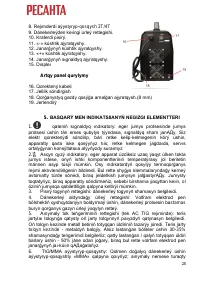
8 3. КОМПЛЕКТНОСТЬ 1. Горелка WP-26 2. Клемма заземления 3 м. 3. Электрододержатель 3 м. 4. Сопло номер 5 (8,0мм) 5. Сопло номер 6 (9,8м) 6. Сопло номер 7 (11,2мм) 7. Короткий хвостовик – 1 шт в комплекте 8. Цанги – 2 шт 9. Электрод WC-20 2,4 мм 10. Сварочный аппарат 11. Паспорт 4. ОБЩИЙ ВИД УСТРОЙС...
Ресанта Сварочное оборудование Инструкции
-
 Ресанта МС-6
Инструкция по эксплуатации
Ресанта МС-6
Инструкция по эксплуатации
-
Ресанта МС-5(М)
Инструкция по эксплуатации
-
Ресанта МС-4
Инструкция по эксплуатации
-
Ресанта МС-3
Инструкция по эксплуатации
-
Ресанта МС-2
Инструкция по эксплуатации
-
Ресанта МС-1
Инструкция по эксплуатации
-
 Ресанта САИПА-500 (MIG/MAG)
Инструкция по эксплуатации
Ресанта САИПА-500 (MIG/MAG)
Инструкция по эксплуатации
-
Ресанта САИПА-350 (MIG/MAG)
Инструкция по эксплуатации
-
 Ресанта САИПА-250 (MIG/MAG)
Инструкция по эксплуатации
Ресанта САИПА-250 (MIG/MAG)
Инструкция по эксплуатации
-
 Ресанта САИПА-220 Синергия
Инструкция по эксплуатации
Ресанта САИПА-220 Синергия
Инструкция по эксплуатации
-
 Ресанта САИПА-220 (MIG/MAG)
Инструкция по эксплуатации
Ресанта САИПА-220 (MIG/MAG)
Инструкция по эксплуатации
-
Ресанта САИПА-200(С) (MIG/MAG)
Инструкция по эксплуатации
-
 Ресанта САИПА-220
Инструкция по эксплуатации
Ресанта САИПА-220
Инструкция по эксплуатации
-
Ресанта САИПА-200
Инструкция по эксплуатации
-
 Ресанта САИПА-190 МФ
Инструкция по эксплуатации
Ресанта САИПА-190 МФ
Инструкция по эксплуатации
-
Ресанта САИПА-165 (MIG/MAG)
Инструкция по эксплуатации
-
Ресанта САИПА-165
Инструкция по эксплуатации
-
Ресанта САИПА-135
Инструкция по эксплуатации
-
Ресанта САИПА-135 (MIG/MAG)
Инструкция по эксплуатации
-
 Ресанта САИ-230АД
Инструкция по эксплуатации
Ресанта САИ-230АД
Инструкция по эксплуатации