
Сварочное оборудование Сварог TIG 200 P - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.

















23
PRO TIG 200
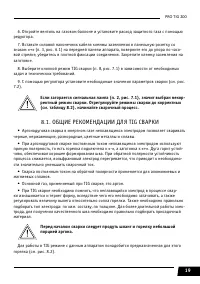
Присадочную проволоку следует выбирать максимально приближенную к химическому
составу основного металла.
Таблица 8.1. Подбор присадочной проволоки соответственно марке стали.
Наиболее часто используемые марки стали
Присадочная проволока
12Х18Н9Т, 12Х18Н10, 12Х18Н10Т, 08Х18Н10Т
Св-01Х19Н9, Св-04Х19Н9, Св-07Х19Н10Б
12Х17, 18Х17Т
Св-07Х25Н13, Св-08Х14ГНТ, Св-19Х25Т
Алюминий и его сплавы
СвА97, СвА5, СвАК5
Медь и ее сплавы
БрКМц3-1, БрХ0,5, БрОЦ4
Чугун и его сплавы
СТЧ-6, ПАНЧ-11
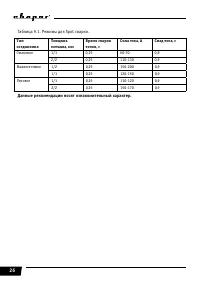
Расход присадочного прутка в общих случаях выбирается равным длине сварочного шва.
Таблица 8.2. Сводная таблица зависимостей при TIG сварке.
Металл
Толщина
свариваемого
металла, мм
Диаметр
электрода,
мм
Сила
тока, А
Рекомендуемый
диаметр
присадки, мм
Расход
аргона на
1 пог. м
шва, л
Цветные
металлы
(алюминий,
бронза, латунь
и т.д.)
1
1,5
45-80
1-2
60-90
2
2
65-120
1-2
65-105
4
3
140-180
2,5-3
85-120
5-6
4
250-340
3-4
95-130
7 и более
5
300-400
4-6
105-145
Углеродистые,
конструк-
ционные
и нержавеющие
стали
0,5
1
25-70
1-2
60-80
1
1,5
35-90
1-2
65-90
2
2
50-120
2,5-3
85-120
3
3
80-160
3-4
95-130
4
4
100-180
4-6
105-145
5 и более
6
120-220
6-8
110-180
Данные рекомендации носят ознакомительный характер.
Содержание
- 4 использованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания
- 5 ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- 7 ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- 9 особенно внимательны при использовании кабелей большой длины.
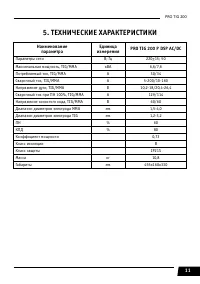
- 11 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Наименование
- 12 На
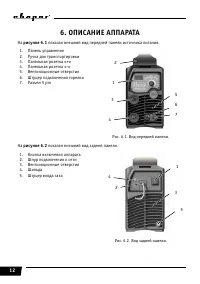
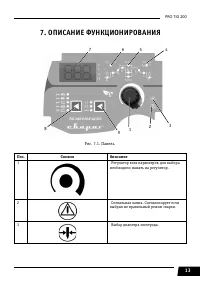
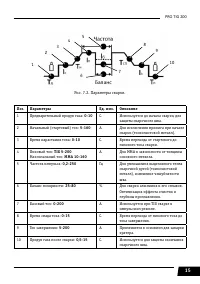
- 13 ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ
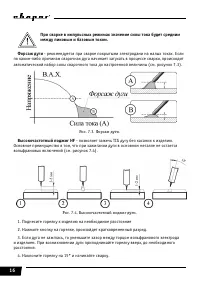
- 16 - позволяет зажечь TIG дугу без касания к изделию.
- 17 минимального, чтобы не допустить перегрев электрода.
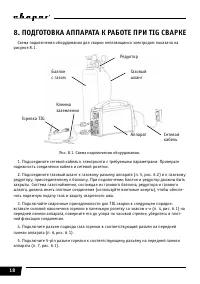
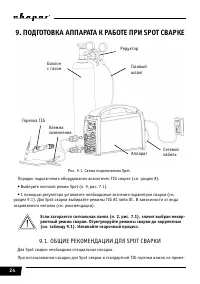
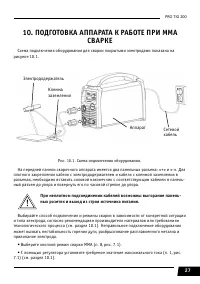
- 18 ПОДГОТОВКА АППАРАТА К РАБОТЕ ПРИ TIG СВАРКЕ; надежность соединения кабеля и сетевой розетки.
- 19 задач и технических требований.; ректный режим сварки. Отрегулируйте режимы сварки до корректных
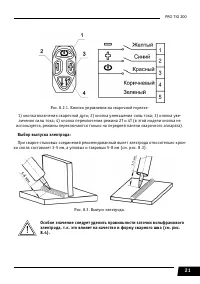
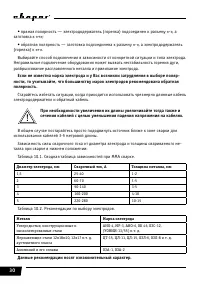
- 21 Выбор выпуска электрода:
- 22 вание сварочного шва. Старайтесь держать горелку под углом 90°(по
- 23 составу основного металла.; Данные рекомендации носят ознакомительный характер.
- 24 ПОДГОТОВКА АППАРАТА К РАБОТЕ ПРИ SPOT СВАРКЕ; Для Spot сварки необходима специальная насадка.
- 25 ны и имеет форму точки.
- 27 При неплотном подсоединении кабелей возможны выгорание панель-
- 28 • касанием электрода впритык и отведением его вверх
- 29 дуги вплоть до частых кратковременных замыканий.
- 31 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; ВНИМАНИЕ! Отключайте аппарат от сети при выполнении любых работ
- 32 УСТРАНЕНИЕ НЕПОЛАДОК; ществляться только квалифицированным техническим персоналом.
Характеристики

Остались вопросы?Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему :)



